商机详情 -
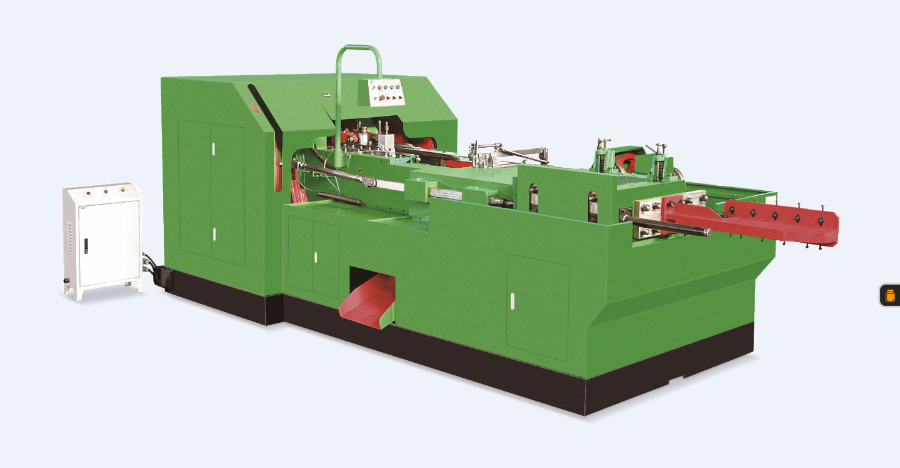
承德冷镦机价格
在原料端,冷镦机凭借冷态塑性成型工艺,颠覆传统切削加工 “去料成型” 的模式 —— 金属线材在模具约束下直接锻压成螺栓、螺母等五金件,原料利用率从传统工艺的 75%-85% 提升至 95%-98%,废料率只 2%-5%。以加工 10 万件 M8×16mm 碳钢螺栓为例,传统切削需消耗 Φ8mm 线材约 1.6 吨,冷镦机只需 1.3 吨,单批次节省 0.3 吨线材(按碳钢线材 6000 元 / 吨计算,直接省 1800 元),且少量废料可回炉重炼,进一步降低原料损耗成本,对铜、不锈钢等高价线材而言,节省效果更好。冷镦机能耗比传统热锻降 50%,助五金厂大幅削减能源支出。承德冷镦机价格
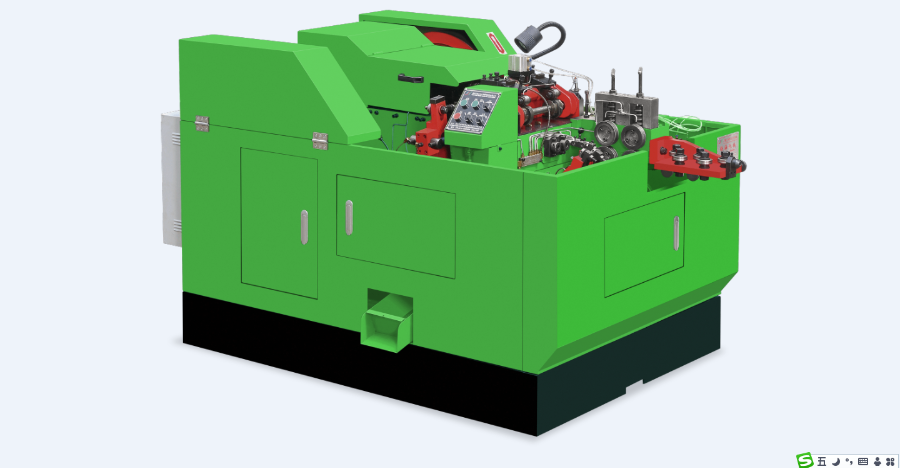
为帮助金属加工厂解决传统生产中 “人工依赖强、成本高、效率受限” 的痛点,冷镦机凭借标准化接口设计与智能化控制能力,可无缝对接全流程自动化线,构建从原料供给到成品仓储的无人生产体系,大幅降低人工成本投入。其对接优势体现在全环节协同:前端可衔接伺服送料机与线材架,实现金属线材自动上料、校直与定量输送,无需人工逐段搬运线材;加工环节通过 PLC 控制系统与生产线管理平台联动,自动调取加工参数(如镦压力度、工位切换节奏),无需人工手动调整;后端可对接视觉检测系统(自动识别尺寸偏差、表面缺陷)、六轴机械臂(分拣合格 / 不合格品)与 AGV 小车(成品自动转运至立体仓库),全流程无需人工干预。广州三模六冲冷镦机报价我们的冷镦机具有良好的稳定性和可靠性,可以确保生产过程的稳定进行。
关键的是,交付后提供 “一站式安装调试服务”:设备到货后,厂家会派遣专业技术团队上门,先根据新厂车间布局、水电条件进行实地勘测,定制个性化安装方案(如设备定位、管线排布),避免后期返工;安装过程中采用标准化作业流程,2-3 人团队 3-5 天即可完成单台设备组装,同时同步完成电路、液压系统的调试;调试阶段会结合新厂主打产品(如 M6-M12 螺栓),优化镦压力度、送料速度等参数,确保设备试生产时成品合格率达 98% 以上;此外,还会对新厂操作人员进行 1-2 天的实操培训(涵盖设备操作、参数调整、基础故障排查),避免因人员操作问题影响投产进度。
在五金零件加工中,传统切削工艺需通过车床、铣床等设备逐步去除金属材料以塑形,不只工序繁琐,还存在效率低、材料浪费大的痛点,而冷镦机 “一次成型减切削” 的工艺特性,正为五金厂解决这一难题。冷镦机依托冷态锻压技术,将金属线材直接送入定制模具,通过高压一次性完成镦粗、成型、倒角等工序,无需后续切削加工 —— 以五金厂常用的 M6 螺柱为例,传统切削加工单件需 1.2 分钟,且需 3 道工序流转,而冷镦机单件加工只需 0.4 分钟,配合多工位转盘设计,单台设备日产能可达 1.2 万件,较传统工艺提升 35%,轻松实现 “提效 30%+” 的目标。冷镦机主要用于金属零件的制造和加工。
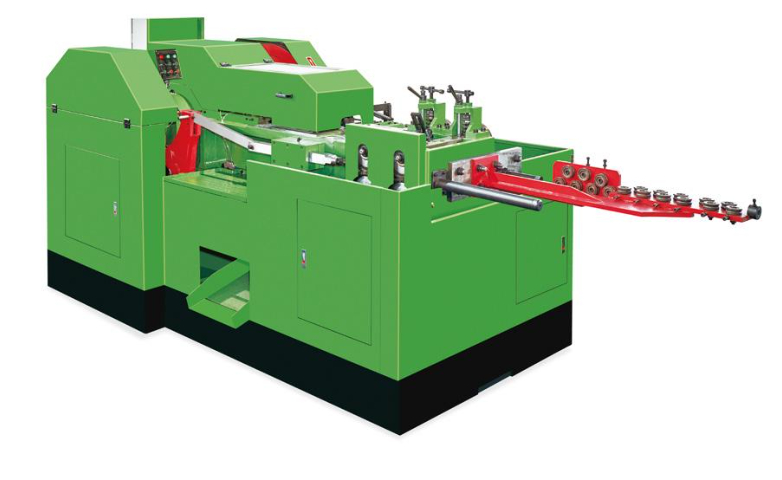
在原料节省方面,冷镦机的 “塑性变形成型” 彻底改变传统切削加工 “去料塑形” 的模式。传统切削加工螺栓时,为保证精度需去除 15%-25% 的金属材料(如加工长度 25mm 的 M8 螺栓,需从长度 30mm 的线材切削多余部分),这些废料只能以废钢价回收;而冷镦机通过模具挤压让金属线材按需塑形,材料利用率高达 96%-98%,只产生 2%-4% 的微量料头。按紧固件企业日均消耗 10 吨线材计算,冷镦机每日可减少原料浪费 1.3 吨 - 2.1 吨,以钢材市场价 5000 元 / 吨计,每月可节省原料成本 19.5 万 - 31.5 万元。同时,省去切削工序还减少了刀具采购与更换成本,进一步降低企业综合开支,尤其适配紧固件行业 “薄利多销” 的盈利模式,助力企业提升市场竞争力。冷镦机的特点是高精度、高效率和高耐用性。安徽二模二冲冷镦机
冷镦机能加工 0.5mm 微型螺丝,满足电子配件厂的微型化生产需求。承德冷镦机价格
为解决新紧固件厂 “投产周期长、错过市场窗口期” 的痛点,冷镦机从交货效率到全流程服务形成闭环支持,通过快速交付 + 专业安装调试,大幅缩短新厂投产周期,助力其抢占市场先机。在交货速度上,冷镦机突破行业常规交付周期 —— 传统设备需 3-4 个月才能完成生产与交付,而冷镦机依托标准化生产体系(主要部件提前备货、模块化组装工艺),常规机型可实现 1.5-2 个月快速交货,定制化机型(如多工位精密冷镦机)也只需 2.5-3 个月,较行业平均水平缩短 40%-50%。针对新厂 “抢工期” 需求,还可提供加急生产通道,进一步压缩交货时间,避免因设备延迟导致的投产计划搁置。承德冷镦机价格