商机详情 -
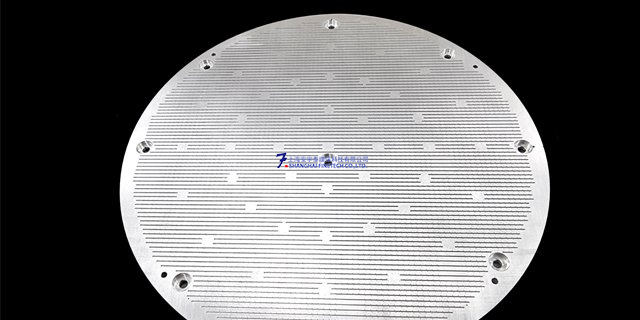
微加工超精密半导体卡盘
超精密加工技术是现代高技术竞争的重要支撑技术,是现代高科技产业和科学技术的发展基础,是现代制造科学的发展方向。现代科学技术的发展以试验为基础,所需试验仪器和设备几乎无一不需要超精密加工技术的支撑。由宏观制造进入微观制造是未来制造业发展趋势之一,当前超精密加工已进入纳米尺度,纳米制造是超精密加工前沿的课题。世界发达国家均予以高度重视。下面就由慧闻智造浅析超精密加工的发展阶段和cnc精加工影响因素。目前的超精密加工,以不改变工件材料物理特性为前提,以获得极限的形状精度、尺寸精度、表面粗糙度、表面完整性(无或极少的表面损伤,包括微裂纹等缺陷、残余应力、组织变化)为目标。从加工周期来看,激光超精密加工操作简单,切缝宽度方便调控,可立即进行高速雕刻和切割、加工速度快。微加工超精密半导体卡盘
超精密
超精密加工技术具有多个特点,这些特点使得它在高精度、高质量要求的制造领域中占据重要地位。以下是超精密加工的主要特点:1.高精度:超精密加工技术能够实现极高的加工精度,通常可以达到微米级甚至纳米级。这种高精度加工能力满足了航空、航天、精密仪器等领域对高精度零件的需求。通过采用先进的加工设备和工艺方法,超精密加工能够精确控制零件的尺寸精度和形位精度。2.高表面质量:超精密加工技术不仅关注零件的尺寸精度,还重视零件的表面质量。通过优化加工参数和工艺方法,超精密加工能够获得具有极低表面粗糙度和高度一致性的零件表面。这种高表面质量的零件在光学、电子、医疗器械等领域具有应用。3.“进化”加工:在超精密加工过程中,有时可以利用低于工件精度的设备、工具,通过工艺手段和特殊的工艺装备,加工出精度高于“母机”的工作母机或工件。这种“进化”加工能力体现了超精密加工技术的独特优势。4.高灵活性:超精密加工技术具有***的适用性,可以与多种材料和多种加工工艺相结合。这种灵活性使得超精密加工能够适应不同形状、尺寸和材料的零件加工需求,满足不同行业和不同应用的要求。自动化超精密MLCC目前超精密加工技术能应用在所有的金属材料、塑料、木材、石磨与玻璃上。
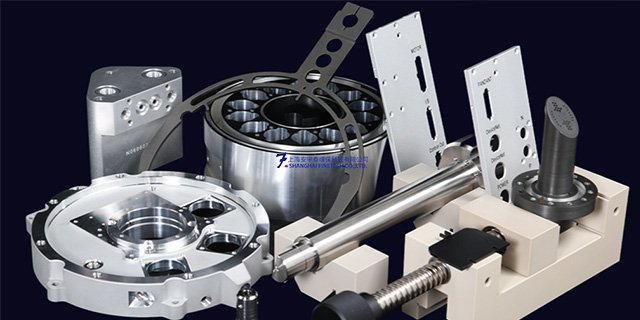
微泰提供半导体精密元件精密制造和供应机械设备(包括半导体生产设备、生物电池、新能源电池、航空航天和罗机器人)所需的所有精密部件和模型。根据客户的需求,提出改进功能的想法和设计,以及生产、质量控制和检测系统的高效集成基础设施、材料和部件。通过与国内外设备制造商的合作,我们能够以高速度、高质量和有竞争力的优化成本提供客户满意的产品。尺寸:MCT5~6.5英寸。CNC6~10英寸,旋铣材料:AL5052,AL6061,AL7075,SUS304,SUS316,SUS630,Copper,Tungsten,Titanium,Monel,POM,PEEK。半导体精密元件特性:保持严格的公差,因此零件的制造非常精确,并需要高加工能力,以便与指定公差的偏差小。在整个加工过程中进行严格的质量控制,识别和纠正零件的规格和偏差,从而制造出高质量的精密零件。
要求更小更精密的前列IT产业中,有追求纳米级超精密加工的次世代企业,精密加工技术及设计技术为背景,在半导体和电子部件市场中,有生产自动化设备的精密部件,切削工具的企业,上海安宇泰科技有限公司。用自主技术-电解在线砂轮修整技术(ELID)与飞秒激光抛光技术融合在一起,生产世界超精密刀具。为了精巧地剥离一微米以下的超薄膜,开发了非接触切割方法。电解在线砂轮修整技术(ELID)与飞秒激光抛光融合在一起,生产超精密真空板。采用激光在PCD、PCBN上加工芯片切割机的几何工艺,制作非铁金属切削加工用PCD芯片切割嵌件,微泰的竞争力是超精密加工技术和生产,管理系统。保证产品的彻底的品质检查。利用自主开发的ELID研磨机,实现了厚度0.03毫米的锋利的刀片式引线切割。利用飞秒激光抛光技术,提高刀具锋利度,提高了寿命和品质50%以上。公差要求高的模具加工方面,具有实现五微米以下的公差平面研磨系统。通过激光设备可以精密地加工0.02毫米的微孔。在PCD、PCBN嵌件表面激光加工制作各种几何芯片切断点,通过自动化检查设备和自主开发的切断性能测试系统,进行彻底检查并通过MES进行电脑管理。我们拥有包括ISO14001在内的多项国际自主技术。超精密激光切割集切割、雕刻、镂空等工艺于一身,可以满足各类材料的切割打孔,以及其他工艺需求。
精密、超精密加工技术是提高机电产品性能、质量、工作寿命和可靠性,以及节材节能的重要途径。如:提高汽缸和活塞的加工精度,就可提高汽车发动机的效率和马力,减少油耗;提高滚动轴承的滚动体和滚道的加工精度,就可提高轴承的转速,减少振动和噪声;提高磁盘加工的平面度,从而减少它与磁头间的间隙,就可提高磁盘的存储量;提高半导体器件的刻线精度(减少线宽,增加密度)就可提高微电子芯片的集成度。工业发达国家的一般工厂已能稳定掌握3 μm的加工精度(我国为5 μm)。同此,通常称低于此值的加工为普通精度加工,而高于此值的加工则称之为高精度加工。超精密加工中的微细加工技术是指制造微小尺寸零件的加工技术。工业超精密切割
超精密飞秒激光技术是一种高精度、非接触、非热效应的加工方法,适用于各种材料的微细加工。微加工超精密半导体卡盘
美国是早期研制开发超精密加工技术的国家。早在1962年,美国就开发出以单点金刚石车刀镜面切削铝合金和无氧铜的超精密半球车床,其主轴回转精度为 0.125µm,加工直径为Ø100mm的半球,尺寸精度为±0.6µm,粗糙度为Ra0.025µm。1984年又研制成功大型光学金刚石车床,可加工重1350kg,Ø1625mm的大型零件,工件的圆度和平面度达0.025µm,表面粗糙度为Ra0.042µm。在该机床上采用多项新技术,如多光路激光测量反馈控制,用静电电容测微仪测量工件变形,32位机的CNC系统,用摩擦式驱动进给和热交换器控制温度等。美国利用自己已有的成熟单元技术,只用两周的时间便组装成了一台小型的超精密加工车床(BODTM型),用刀尖半径为5~10nm的单晶金刚石刀具,实现切削厚度为1nm (纳米)的加工。尽管如此,美国还是继续把微米级和纳米级的加工技术作为国家的关键技术之一,这足以说明美国对这一技术的重视。微加工超精密半导体卡盘