商机详情 -
东莞塑胶模具厂
塑胶模具排气不良的原因之塑胶材料问题:塑胶材料的性质和成分会对排气效果产生影响。一些高粘度或含有添加剂的塑胶材料在注射过程中容易产生气体,如果模具排气系统不足以应对这些气体的产生和排出,就会出现排气不良的现象。注射工艺问题注射工艺参数的设置和调整对塑胶模具的排气效果至关重要。注射速度、压力、温度以及保压时间等参数的不合理设置,都可能导致塑胶在模具内的流动不畅,从而影响气体的排出。此外,如果注射机台的控制系统不精确或不稳定,可能导致工艺参数的波动,进而影响排气效果。选择合适的材料对塑胶模具零件的加工至关重要。东莞塑胶模具厂
解决塑胶模具温度过高的方案:1. 优化冷却系统:改进冷却水道设计,增加冷却水流量,降低冷却水温度,提高冷却效率。2. 调整注塑机参数:适当降低注射速度、注射压力和保压时间,减少塑胶在模具内的摩擦热。3. 选用合适的模具材料:采用导热性能良好的模具材料,提高模具的散热效果。4. 改善外部环境:控制车间环境温度,保持良好的通风条件,有助于降低模具温度。三、实施预防措施1. 定期检查冷却系统:确保冷却水道畅通无阻,冷却水流量充足,及时清洗和更换冷却设备。2. 监控注塑机运行参数:建立科学的参数调整规范,避免参数设置不当导致的模具温度升高。3. 强化模具维护保养:定期对模具进行清洗、抛光和涂覆防锈剂,保持模具表面的光洁度,减少散热阻力。4. 提高员工操作技能:加强员工对注塑工艺和模具温度控制方面的培训,确保操作人员能够熟练掌握相关技能,有效应对模具温度过高的问题。东莞一体机电脑塑胶模具哪家好模架是塑胶模具的基础,需具备足够的强度和刚度。

塑胶模具排气不良的原因之环境问题生产:环境是影响塑胶模具排气效果的一个因素。例如,车间内的温度、湿度和清洁度都会对塑胶材料和模具的性能产生影响。高温高湿的环境可能导致塑胶材料吸水增加,从而产生更多的气体;而灰尘和杂质的存在则可能堵塞模具的排气槽,影响气体的排出。塑胶模具排气不良的原因是多方面的,涉及到模具设计、塑胶材料、注射工艺、设备状况、操作维护以及生产环境等多个环节。为了解决这个问题,我们需要从多个方面入手,采取综合性的措施。例如,优化模具设计、选择合适的塑胶材料、精确控制注射工艺参数、定期维护和保养设备、提高操作人员和维护人员的技能水平和意识,以及改善生产环境等。只有这样,才能确保塑胶模具的顺利排气,提高产品质量和生产效率。
塑胶模具的零件加工方法有哪些?塑胶模具零件的加工方法有很多种,每一种加工方法都有其独特的优点和适用范围。下面我们将详细介绍几种常见的塑胶模具零件加工方法。一、铣削加工铣削是一种通过旋转切削刀具来去除工件材料的加工方法。在塑胶模具零件加工中,铣削主要用于加工平面、槽、轮廓等形状。铣削加工具有高精度、高效率和高灵活性的优点,适用于各种复杂形状的模具零件加工。二、车削加工车削是一种通过旋转工件来去除材料的加工方法。在塑胶模具零件加工中,车削主要用于加工圆柱形、圆锥形等旋转体零件。车削加工具有高精度、高表面光洁度和高效率的优点,特别适用于批量生产。均匀壁厚和足够脱模斜度是模具设计的基本原则。

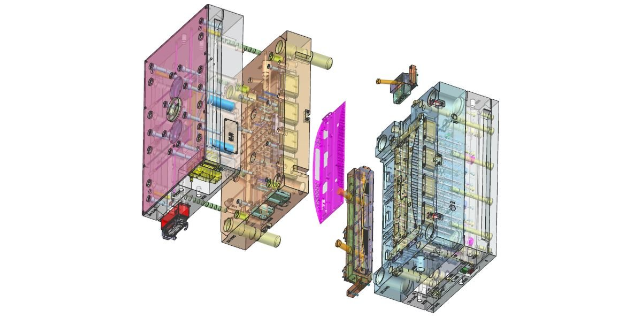
塑胶模具的主要组成部分:1. 模架:模架是模具的基础结构,承受着注塑过程中的压力和温度。模架需具备足够的强度和刚度,以确保模具的精度和使用寿命。2. 型腔:型腔是模具中塑胶原料填充的区域,其形状决定了产品的外观和尺寸。型腔设计需考虑产品的几何形状、收缩率、脱模斜度等因素。3. 浇注系统:浇注系统负责将熔融的塑胶原料引入型腔,其设计直接影响产品的质量和生产效率。合理的浇注系统应能确保原料均匀、稳定地填充型腔,并减少流痕、气泡等缺陷。4. 冷却系统:冷却系统用于调节模具温度,加速塑胶原料的冷却固化。良好的冷却系统有利于提高生产效率,减少产品变形和收缩。5. 顶出系统:顶出系统用于将冷却固化的产品从模具中顶出,其设计应确保产品顺利脱模,避免损伤。注塑模具在医疗器械制造中具有关键作用。深圳电子产品塑胶模具生产商
抛光可以提高塑胶模具表面的光洁度和耐磨性。东莞塑胶模具厂
医疗器械注塑模具的加工难点是什么?医疗器械注塑模具的加工难点医疗器械作为医疗领域不可或缺的一部分,其制造过程中的精度和质量直接关系到人们的生命健康。注塑模具作为医疗器械制造过程中的重要环节,其加工精度和质量同样不容忽视。这里将详细探讨医疗器械注塑模具的加工难点。高精度要求医疗器械的精度要求往往非常高,这直接导致了注塑模具的加工精度必须相应提高。例如,一些微型医疗器械的尺寸可能只有几毫米,这就要求注塑模具的精度必须达到微米级别。这样的高精度要求对加工设备、加工工艺以及操作人员的技能都提出了极高的要求。东莞塑胶模具厂