商机详情 -
广东电源MOS封装模块外壳注塑模具
医疗器械注塑模具的热处理工艺要求:1. 严格控制加热温度和保温时间在热处理过程中,加热温度和保温时间的控制至关重要。过高的温度或过长的时间可能导致模具材料过烧,从而降低其硬度和耐磨性;反之,过低的温度或过短的时间则可能使材料组织转变不完全,影响性能提升。因此,必须根据模具材料的特性和要求,精确控制加热温度和保温时间。2. 选择合适的冷却方式冷却方式是影响热处理效果的关键因素之一。在医疗器械注塑模具的热处理中,常用的冷却方式有淬火、回火等。淬火能够明显提高模具的硬度和耐磨性,但过高的淬火应力可能导致开裂;回火则可以消除淬火应力,提高韧性,但会降低硬度。因此,在选择冷却方式时,需要综合考虑模具的使用要求和材料的特性。塑胶模具排气不良是生产中的常见问题,影响产品质量和生产效率。广东电源MOS封装模块外壳注塑模具
塑胶模具的设计流程是什么?选择成型设备根据成型设备的种类来进行模具,因此必须熟知各种成型设备的性能、规格、特点。例如对于注射机来说,在规格方面应当了解以下内容:注射容量、锁模压力、注射压力、模具安装尺寸、顶出装置及尺寸、喷嘴孔直径及喷嘴球面半径、浇口套定位圈尺寸、模具较大厚度和较小厚度、模板行程等,具体见相关参数。要初步估计模具外形尺寸,判断模具能否在所选的注射机上安装和使用。具体结构方案1. 确定模具类型;2. 确定模具型腔的布置;3. 确定分型面;4. 确定浇注系统和排气系统;5. 选择顶出方式,决定侧凹处理方法、抽芯方式;6. 决定冷却、加热方式及加热冷却沟槽的形状、位置、加热元件的安装部位;7. 根据模具材料、强度计算或者经验数据,确定模具零件厚度及外形尺寸,外形结构及所有连接、定位、导向件位置;8. 确定主要成型零件,结构件的结构形式;9. 考虑模具各部分的强度,计算成型零件工作尺寸。以上这些问题如果解决了,模具的结构形式自然就解决了。这时,就应该着手绘制模具结构草图,为正式绘图作好准备。广东汽车模具价格3D打印技术为模具制造带来创新,快速实现复杂结构设计。

医疗器械注塑模具的加工难点是什么?严格的质量控制医疗器械作为直接关系到人们生命健康的产品,其质量控制是非常严格的。这就意味着注塑模具的质量控制必须非常严格。从原材料的选择、加工工艺的制定、加工过程的监控到成品的检验,每一个环节都需要严格控制,确保较终产品的质量和性能符合要求。长寿命要求由于医疗器械的使用寿命往往较长,这就要求注塑模具具有相应的长寿命。在设计和加工过程中,需要充分考虑到模具的耐磨性、耐疲劳性以及维修性等因素,以确保其在使用过程中能够保持稳定的性能和精度。
塑胶模具如何进行热处理?热处理方法针对塑胶模具的热处理,一般采用以下几种方法:1. 退火处理:将模具加热到一定温度,保温一段时间后缓慢冷却。退火可以消除内应力,改善材料的塑性和韧性。2. 正火处理:将模具加热到临界温度以上,保温一段时间后空冷。正火可以提高模具的硬度和耐磨性。3. 淬火处理:将模具加热到淬火温度,迅速冷却。淬火可以使模具获得很高的硬度,但会降低韧性。为了平衡硬度和韧性,一般采用淬火后回火的工艺。4. 回火处理:淬火后的模具在低于临界温度的某一温度下进行加热和冷却。回火可以消除淬火应力,提高韧性,同时保持一定的硬度。5. 表面处理:为了提高模具表面的耐磨性和耐腐蚀性,可以采用渗碳、渗氮、镀铬等表面处理技术。保持抛光工具清洁是塑胶模具抛光的必要条件。

塑胶模具的零件加工方法有哪些?1、线切割加工线切割加工是一种通过细金属丝进行放电切割的加工方法。在塑胶模具零件加工中,线切割主要用于加工冲裁模和注塑模的镶块、滑块等零件。线切割加工具有高精度、高效率和易于实现自动化的优点,适用于批量生产。2、激光加工激光加工是一种通过高能激光束对工件进行切割、焊接或表面处理的加工方法。在塑胶模具零件加工中,激光加工主要用于精细切割、打孔和雕刻等工艺。激光加工具有高精度、高速度和非接触式加工的优点,特别适用于高精度和复杂形状的模具零件加工。采用先进加工技术能提高模具精度,减少磨损,从而延长使用寿命。汽摩配件注塑模具订做厂家
塑胶模具在工业生产中具有重要地位,其质量和使用寿命直接影响产品的质量和生产效率。广东电源MOS封装模块外壳注塑模具
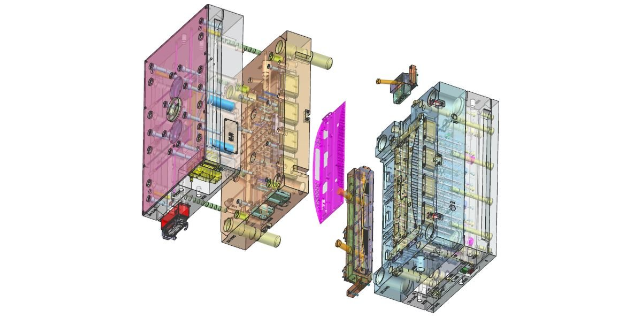
塑胶模具的主要组成部分:1. 模架:模架是模具的基础结构,承受着注塑过程中的压力和温度。模架需具备足够的强度和刚度,以确保模具的精度和使用寿命。2. 型腔:型腔是模具中塑胶原料填充的区域,其形状决定了产品的外观和尺寸。型腔设计需考虑产品的几何形状、收缩率、脱模斜度等因素。3. 浇注系统:浇注系统负责将熔融的塑胶原料引入型腔,其设计直接影响产品的质量和生产效率。合理的浇注系统应能确保原料均匀、稳定地填充型腔,并减少流痕、气泡等缺陷。4. 冷却系统:冷却系统用于调节模具温度,加速塑胶原料的冷却固化。良好的冷却系统有利于提高生产效率,减少产品变形和收缩。5. 顶出系统:顶出系统用于将冷却固化的产品从模具中顶出,其设计应确保产品顺利脱模,避免损伤。广东电源MOS封装模块外壳注塑模具