商机详情 -
安徽门板生产线技术指导
在当今个性化消费的时代,消费者对于家具的定制需求日益增长。家具企业要想在市场中脱颖而出,就必须具备快速响应定制需求的能力。大板套裁门板生产线凭借其强大的灵活性和精细的加工能力,成为了满足家具定制需求的得力助手。该生产线的智能排版功能能够根据不同的定制订单要求,迅速对板材进行合理排版。无论是独特的尺寸规格,还是复杂的造型设计,都能通过智能算法找到比较好的切割方案,确保每一块板材都能得到充分利用,同时满足定制产品的高精度要求。在切割环节,高精度数控技术与质量切割刀具的配合,使得生产线能够精细地切割出各种异形部件,完美实现设计师的创意和消费者的个性化需求。以定制衣柜门板为例,消费者可能会对门板的尺寸、款式、颜色等提出多样化的要求。大板套裁门板生产线可以根据这些具体需求,快速调整生产参数,从板材的选择、排版到切割、加工,一站式完成定制生产。而且,由于生产线的高效性,企业能够在较短的时间内完成定制订单的生产,缩短了交货周期,提高了客户满意度。这种对定制需求的快速响应和精细满足能力,让家具企业在定制市场中占据了更大的优势,推动了家具定制业务的蓬勃发展。自动除尘打磨机处理门板边缘,确保封边贴合度提升25%。安徽门板生产线技术指导
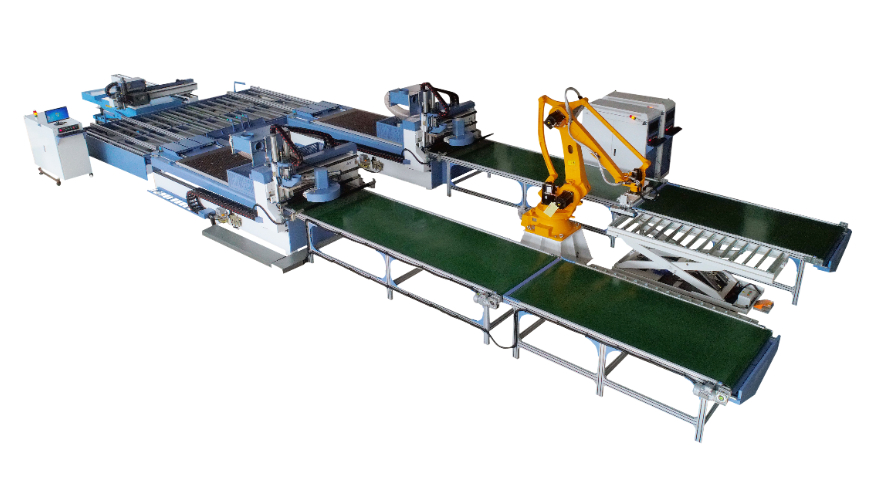
三聚氰胺门板生产线是生产经济实用型门板的常见设备。生产流程首先从质量板材选择开始,如刨花板、中纤板等,将板材切割成合适尺寸。然后进行三聚氰胺浸渍纸的准备,这种浸渍纸预先经过三聚氰胺树脂浸泡处理,具有良好的耐磨性、耐腐蚀性和装饰性。接着通过热压工艺,将三聚氰胺浸渍纸与板材在高温高压下贴合在一起,使树脂固化,紧密粘结纸张与板材。热压过程中,温度、压力和时间的精细控制至关重要,直接影响贴合效果与门板质量。贴合完成后,对门板进行切割、封边处理,封边材料多选用同色系 PVC 封边条,提升门板边缘美观度与密封性。经质量检测合格后,三聚氰胺门板以其价格实惠、花色多样等优势**市场,广泛应用于普通家居橱柜、衣柜制作。安徽门板生产线技术指导六轴协作机器人精确搬运门板,配合3D视觉定位误差不超0.1mm。
防火门板生产线主要生产具有防火阻燃功能的门板,以满足建筑消防安全需求。其生产原料多选用无机不燃材料,如玻镁板、珍珠岩板等,搭配阻燃粘合剂。生产时,首先将原料按比例混合搅拌均匀,制成浆料。然后通过制板机将浆料制成所需厚度的板材,在成型过程中可根据需求添加玻纤布等增强材料,提升板材强度。板材成型后进入养护室,在适宜温度和湿度条件下养护一定时间,使其性能稳定。接着对板材进行表面处理,可贴防火装饰纸、防火皮等,增加美观度。***进行切割、封边等加工工序,制成符合规格的防火门板。生产过程中严格遵循防火标准,每一道工序都严格把控质量,确保成品门板具备良好的防火性能与机械强度。
免漆门板生产线专注于生产无需后期漆面处理的环保门板。生产原料多采用环保型板材,如三聚氰胺浸渍纸贴面的刨花板、中纤板等。首先对板材进行切割、铣型等基础加工,使其符合门板设计形状和尺寸要求。然后进行表面装饰处理,将带有各种花色、纹理的三聚氰胺浸渍纸通过热压工艺紧密贴合在板材表面,热压过程中,浸渍纸中的树脂受热固化,实现与板材的牢固粘结。热压完成后,对门板边缘进行封边处理,封边材料多选用同色系 PVC 封边条,通过热熔胶等方式确保封边牢固、美观,有效防止板材边缘受潮、变形。整个生产过程避免了传统油漆工艺带来的环境污染和甲醛释放问题,生产出的免漆门板具有安装便捷、价格实惠、花色多样等优势,在中低端家居市场具有广阔的应用前景。自动分色识别系统准确区分颜色,杜绝混料错误。

镁合金门板生产线凭借材料轻量化、**度的特性,在**门业制造中崭露头角。生产初期,需对镁合金原料进行严格检验与预处理,确保成分纯度。通过熔炼炉将原料加热至合适温度,形成均匀的液态合金,再经低压铸造机注入精密模具。低压铸造工艺能有效减少气孔、缩松等缺陷,保证门板内部结构致密。脱模后的门板进入机械加工环节,利用高精度数控铣床进行铣边、钻孔等精细加工,精细控制尺寸公差。表面处理阶段,采用阳极氧化或电泳涂装技术,不仅提升门板的耐腐蚀性,还赋予其多样的色彩和纹理。整条生产线通过自动化控制系统实现各工序无缝衔接,可高效生产出兼具轻质、美观与耐用性的镁合金门板,广泛应用于航空航天、**住宅等领域。大板套裁生产线集成开料、封边、钻孔,单日产能突破600扇门板。山东木工机械全自动化门板生产线售后服务
六轴机械臂配合激光定位系统,实现大板精确准抓取切割,门板加工误差±0.08mm。安徽门板生产线技术指导
模压门板生产线是生产低碳环保、美观实用门板的关键装备。其生产工艺精细,首先在原料配置阶段,将原木材精心加工成 0.6mm 至 1.6mm 厚度的薄木片。接着,在薄木片表面均匀涂刷粘合剂,并在 120℃ - 140℃的环境中干燥 4 - 6 分钟,使含水率达到 6% - 12%,随后再涂一层粘合剂。之后进行木板铺装,将涂刷好粘合剂的薄木板按序排列,此时木板含水率保持在 12% - 30%,粘合剂未固化,便于调整位置,从而制成模压板胚。***,把板胚送入模压机,在 40℃ - 140℃的温度、60 - 180 公斤每平方厘米的压力下,且模板含水率控制在 12% - 30% 的条件下进行模压,**终得到***的模压门板。这种生产线可生产实木贴皮、塑钢等多种类型模压门板,满足市场多样化需求。安徽门板生产线技术指导