标签列表 - 常州市海力工具有限公司
-
 苏州刀具整体方案设计
苏州刀具整体方案设计海力硬质合金三刃钻刃径 5mm-20mm,刃长 44mm-101mm,柄径 6mm-20mm,全长 82mm-153mm,采用三刃结构设计,是批量钻孔场景的高效装备。相比传统两刃钻,三刃设计增加了一条有效切削刃,加工效率提升 30% 以上,能大幅缩短批量钻孔的生产周期。刀具刃口经过精密研磨,锋利度高,切削力小,能有效减少钻孔过程中的工件变形,尤其适用于薄壁零件的钻孔加工。排屑槽采用螺旋设计,螺旋角经过优化,排屑流畅,能快速将切屑排出钻孔区域,避免切屑缠绕钻头导致的加工中断。基材选用硬质合金,搭配 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低批量生产的刀具消耗成本。该刀具适配钢、...
发布时间:2026.04.28 -
 广州医疗器械行业刀具技术方案
广州医疗器械行业刀具技术方案海力 KR75° 可转位面铣刀直径 63mm-350mm,厚度 50mm-80mm,柄径 22mm-60mm,齿数 3 齿 - 20 齿,采用 75° 主偏角设计,专为大进给平面加工打造,进给量高,加工效率提升。刀体采用高强度合金钢制造,经过精密加工与热处理,刚性好、抗震性强,能承受大进给加工过程中的切削力。可转位刀片采用质量硬质合金,搭配耐磨涂层,切削刃锋利,排屑流畅,能有效减少切削热量。适用于机械制造中的大进给平面粗加工、汽车大型零部件平面铣削、大型结构件平面加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,加工效率高、刀具寿命长,支持根据加工材料选择刀片,为大进给平面加工提供高效解决方...
-
 无锡专业非标刀具生产厂家
无锡专业非标刀具生产厂家海力硬质合金左旋铰刀刃径 5mm-20mm,刃长 22mm-36mm,柄径 4mm-16mm,全长 63mm-100mm,采用左旋切削结构设计,专为反向切削需求打造,尤其适用于盲孔、深孔的精密加工场景。左旋设计使切削过程中切屑向孔外排出,避免了右旋铰刀在盲孔加工中切屑堆积在孔底导致的加工困难,同时能有效避免加工过程中划伤已加工表面,提升孔的加工质量。刀具采用质量硬质合金基材,搭配先进的 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低加工成本。刃口经过精细研磨,锋利度高,铰削阻力小,能减少工件的加工变形,尤其适用于薄壁零件的精密孔加工。该刀具适配钢、不锈钢、有色金属等多种材料的精密...
-
上海硬质合金刀具生产厂家
海力焊接三面刃侧铣刀刃径 63mm-250mm,刃宽 6mm-16mm,内径 22mm-50mm,齿数 8 齿 - 20 齿,采用硬质合金刀头与钢质刀体焊接结构,专为槽加工与台阶面铣削打造。刀头分布均匀,切削刃锋利,三面刃设计可同时加工槽侧面与槽底面,加工效率高。刀体采用高强度合金钢制造,经过动平衡处理,旋转过程中振动小,铣削平稳。适用于机械制造中的槽加工、机床导轨台阶铣削、大型结构件台阶面加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,槽宽精度高、台阶面平整,支持根据槽宽、槽深定制刀具刃宽与齿数,满足不同槽加工与台阶铣削需求。刀具加工,就选常州市海力工具有限公司,欢迎客户来电!上海硬质合...
-
CBN(立方氮化硼)刀具
海力硬质合金微小径铣刀专注于精密微小尺寸加工场景,刃径覆盖 0.2mm-0.9mm 的全范围,柄径分为 3mm 和 4mm 两种主流规格,全长对应 45mm-50mm,完美适配 HRC50°-HRC60° 不同硬度区间的工件加工需求。刀具采用先进的 PVD 涂层技术,提供 TIN、TAIN、AIIN 等多种涂层选择,涂层与基材结合紧密,能提升刀具的耐磨性与切削流畅性,有效减少加工过程中的摩擦阻力。在结构设计上,刃长与刃径经过精细配比,确保在微小尺寸加工时的稳定性,避免因刀具刚性不足导致的加工偏差。该刀具适用于 3C 产品微小结构加工、精密模具细小型腔铣削、电子元件引脚槽加工等场景,无论是软钢、...
-
 越南半导体行业刀具价格
越南半导体行业刀具价格力硬质合金球头锥度铣刀创新性地结合了球头与锥度设计,R 角范围 1.5mm-5.0mm,斜度 0.5°-5.0°,刃长 20mm-45mm,柄径 4mm-16mm,全长 60mm-100mm,专为复杂曲面加工场景打造。刀具采用硬质合金基材,基材晶粒细小均匀,强度高、韧性好,能承受复杂曲面加工过程中的复杂切削力。PVD 涂层技术的应用,使刀具表面硬度大幅提升,耐磨性与润滑性增强,有效延长了刀具在恶劣加工环境下的使用寿命。球头设计确保了复杂曲面切削的光滑过渡,锥度结构则适配倾斜孔、异形结构的加工需求,两者结合使刀具能轻松应对航空航天零部件、精密模具、3C 产品复杂结构等场景的加工挑战。在加工过程中...
-
硬质合金螺纹刀具
海力舍弃式快速钻头刃径 15mm-85mm,全长 116mm-280mm,刃长 35mm-175mm,柄径 25mm-40mm,采用舍弃式刀片设计,专为批量大直径钻孔打造。刀片采用质量硬质合金,搭配涂层,硬度高、耐磨性强,更换便捷,降低刀具消耗成本。刀体采用高强度合金钢制造,刚性好、抗震性强,能承受大直径钻孔过程中的切削力。内冷设计快速带走切削热量,避免刀具过热磨损与工件变形。适用于机械制造行业的大直径批量钻孔、汽车大型零部件钻孔、大型结构件通孔加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,钻孔效率高、一致性好,支持根据钻孔直径选择对应刀片,为大直径批量钻孔提供高效解决方案。刀具加工,就...
-
 成都AI零部件刀具总包项目方案
成都AI零部件刀具总包项目方案海力硬质合金阶梯钻刃径 3.3mm-14.5mm,阶梯长度 11.4mm-38.5mm,槽长 41mm-73mm,柄径 6mm-15mm,全长 66mm-123mm,采用多阶梯结构设计,可一次加工出不同孔径的台阶孔,是高效的多规格孔加工装备。阶梯钻的每一级阶梯对应一个孔径尺寸,通过一次钻削即可完成多个孔径的加工,相比传统的多次钻孔、扩孔工序,加工效率大幅提升,同时避免了多次装夹导致的定位误差,提升了台阶孔的同轴度精度。刀具采用质量硬质合金基材,搭配 PVD 涂层技术,硬度高、耐磨性强,能承受多阶梯加工过程中的复杂切削力。刃口经过精密研磨,锋利度高,切削顺畅,能有效减少工件表面的毛刺与瑕疵。排屑...
-
智能螺纹刀具
海力焊接球头立铣刀刃径 2mm-22mm,R 角 1mm-11mm,刃长 10mm-46mm,柄径 4mm-22mm,全长 50mm-122mm,采用硬质合金刀头与钢柄焊接结构,专为重载铣削、模具粗加工等场景打造。刀头采用质量硬质合金,硬度高、抗冲击性强,球头设计适配曲面粗加工与半精加工;钢柄经过热处理工艺,刚性好,能承受重载铣削过程中的切削力。焊接工艺先进,刀头与刀柄连接牢固,不易脱落。适用于模具型腔粗铣、机械零件重载曲面铣削、汽车零部件粗加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,切削效率高、耐用性强,支持根据客户 R 角、刃长定制,满足重载铣削需求。常州市海力工具有限公司为您提供...
-
成都机械刀具
海力硬质合金直槽铰刀刃径 0.5mm-20mm,刃长 9mm-36mm,柄径 3mm-16mm,全长 38mm-100mm,采用直槽结构设计,是精密孔精加工的关键装备,主要用于提升钻孔后的孔径精度与表面质量。直槽设计使排屑通道顺畅,能有效排出精加工过程中产生的细小切屑,避免切屑划伤已加工表面,确保孔壁光洁度。刀具采用质量超细晶粒硬质合金基材,经过精密的磨削加工,刃带精度高,铰削过程中导向性好,能有效保证孔径精度。铰刀精度达 H7 级别,加工后孔尺寸公差小,表面粗糙度低,能满足精密机械零件对孔加工的严苛要求。该刀具适配钢、铸铁、有色金属等多种材料的精密孔精加工,在机械零件精密孔加工、汽车发动机精...
-
 成都整体合金刀具价格
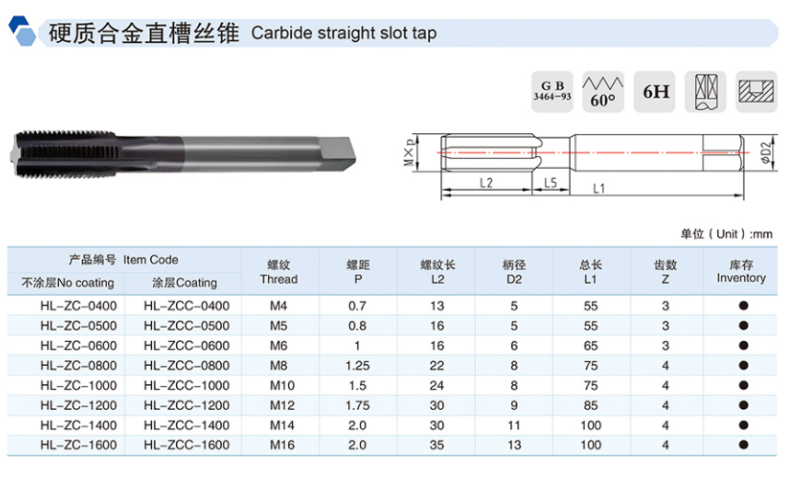
成都整体合金刀具价格海力硬质合金直槽丝锥螺纹规格 M4-M16,螺距 0.7mm-2.0mm,螺纹长 13mm-35mm,柄径 5mm-13mm,全长 55mm-100mm,采用经典直槽结构设计,是通用型内螺纹加工装备,广泛应用于各类机械制造场景。直槽结构排屑通道顺畅,加工过程中切屑直接排出,适用于通孔与浅盲孔内螺纹加工。刀具采用质量硬质合金基材,螺纹齿形经过精细磨削,尺寸精度高,切削刃锋利,螺纹加工效率高。支持涂层与不涂层选择,涂层丝锥提升耐磨性,适配中高硬度材料;不涂层丝锥适配软钢、有色金属等材料。适用于通用机械零件螺纹、五金配件安装螺纹、家电零部件螺纹孔等加工场景,产品质量稳定、性价比高,加工后的螺纹尺寸公...
-
 硬质合金阶梯螺纹刀具总包项目服务
硬质合金阶梯螺纹刀具总包项目服务海力切削钻(盲孔)刃径 8mm-32mm,柄径 12mm-32mm,刃长 16mm-62mm,全长 86mm-130mm,专为盲孔高效加工设计,采用特殊的切削刃与排屑槽结构,能有效排出盲孔加工中产生的切屑,避免堆积导致的加工中断。刀具采用质量硬质合金基材,搭配耐磨涂层,硬度高、耐磨性强,切削刃锋利,钻孔效率高。135° 钻尖设计定心精细,盲孔加工的深度精度与孔径精度高。适用于机械零件盲孔加工、汽车发动机盲孔钻削、航空航天构件盲孔加工等场景,在钢、铸铁、不锈钢等材料加工中表现稳定,盲孔加工效率高、质量好,支持根据盲孔深度与孔径定制,满足不同盲孔加工需求。刀具加工,就选常州市海力工具有限公司,让您...
-
苏州AI零部件刀具厂家价格
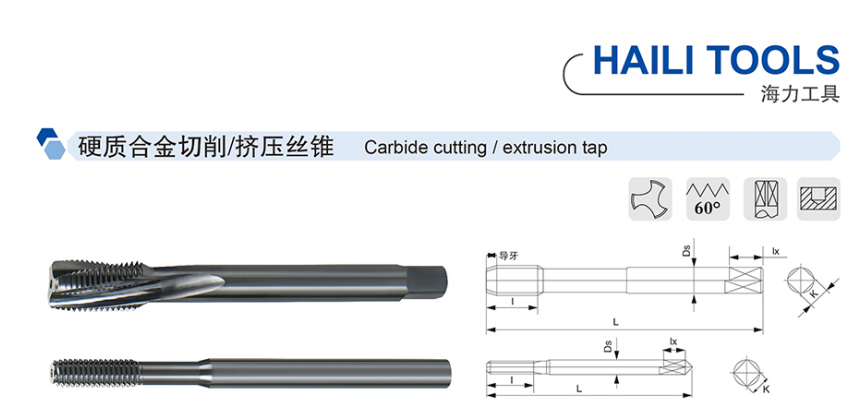
海力硬质合金切削 / 挤压丝锥规格涵盖 M1-M16,螺距 0.25mm-2.0mm,螺纹长 4.5mm-20mm,柄径 3mm-14mm,全长 37mm-95mm,分为切削型与挤压型两种类型,适配不同材料螺纹加工。切削丝锥采用多刃切削结构,适用于中高硬度材料螺纹加工,切屑细小易排出;挤压丝锥通过材料塑性变形成型螺纹,无切屑产生,适用于软钢、有色金属等塑性较好材料加工,螺纹强度高。刀具采用质量硬质合金基材,螺纹齿形精度高,搭配 PVD 涂层技术,耐磨性强、使用寿命长。适用于电子设备微型螺纹、汽车精密螺纹孔、机械零件通用螺纹等加工场景,加工效率高、螺纹质量稳定,支持公制、美制等多种螺纹规格定制,...
-
苏州AI零部件刀具生产厂家
海力焊接 T 型槽铣刀刃径 5mm-175mm,刃长 10mm-50mm,柄径 6mm-50mm,全长 50mm-175mm,专为 T 型槽加工设计,采用硬质合金刀头与钢柄焊接结构,刀头形状与 T 型槽完全匹配,可实现一次加工完成 T 型槽的槽宽、槽深加工。刀头采用质量硬质合金,硬度高、耐磨性强,切削刃锋利,排屑流畅,T 型槽加工精度高、表面光滑。钢柄经过精密加工,刚性好,装夹精度高,能承受 T 型槽加工过程中的侧向切削力。适用于机床床身 T 型槽、机械工作台 T 型槽、模具 T 型导向槽等加工场景,在铸铁、钢、合金钢等材料加工中表现出色,支持根据 T 型槽规格定制刀具刃径、刃长,为 T 型槽...
-
宁波智能刀具价格
海力硬质合金锥度铣刀先端径 3mm-10mm,斜度规格涵盖 0.5°-5.0°,刃长 10mm-25mm,柄径 4mm-12mm,全长 50mm-75mm,精细的锥度设计满足不同斜面加工需求。刀具采用质量硬质合金基材,经过严格的热处理工艺,确保刀具具有足够的刚性与韧性,能承受斜面加工过程中的侧向切削力。PVD 涂层技术的应用,进一步提升了刀具的耐磨性与润滑性,减少了切削过程中的粘刀现象,延长了刀具使用寿命。切削刃采用锋利的研磨工艺,确保切削过程顺畅,能有效减少工件表面的毛刺与瑕疵。该刀具适用于斜面加工、锥孔加工、模具拔模斜度加工等场景,在机械零件斜面铣削、模具型腔拔模斜度加工、汽车零部件锥面加...
-
 刀具厂家
刀具厂家海力硬质合金切削 / 挤压丝锥规格涵盖 M1-M16,螺距 0.25mm-2.0mm,螺纹长 4.5mm-20mm,柄径 3mm-14mm,全长 37mm-95mm,分为切削型与挤压型两种类型,适配不同材料螺纹加工。切削丝锥采用多刃切削结构,适用于中高硬度材料螺纹加工,切屑细小易排出;挤压丝锥通过材料塑性变形成型螺纹,无切屑产生,适用于软钢、有色金属等塑性较好材料加工,螺纹强度高。刀具采用质量硬质合金基材,螺纹齿形精度高,搭配 PVD 涂层技术,耐磨性强、使用寿命长。适用于电子设备微型螺纹、汽车精密螺纹孔、机械零件通用螺纹等加工场景,加工效率高、螺纹质量稳定,支持公制、美制等多种螺纹规格定制,...
-
 成都硬质合金左旋刀具总包项目方案
成都硬质合金左旋刀具总包项目方案海力硬质合金 20XD 深孔钻刃径 3mm-10mm,槽长 68mm-222mm,柄径 3mm-10mm,全长 101mm-269mm,长径比高达 20:1,是超深孔加工的装备,专为解决超深孔加工中的一系列技术难题而设计。刀具采用特殊的合金配方与成型工艺,基材刚性与韧性远超普通深孔钻,能承受超深孔加工过程中的巨大切削力与振动,避免刀具弯曲或断裂。内冷通道经过优化设计,孔径与位置精细,确保切削液能高效输送至切削区域,比较大限度地带走切削热量,防止刀具过热磨损与工件热变形,同时强力冲刷切屑,确保排屑顺畅,避免切屑在超深孔内堵塞。钻尖经过精细研磨,定心精度高,钻削过程中导向性好,能有效保证超深孔的直...
-
 标准刀具交期
标准刀具交期海力舍弃式快速钻头刃径 15mm-85mm,全长 116mm-280mm,刃长 35mm-175mm,柄径 25mm-40mm,采用舍弃式刀片设计,专为批量大直径钻孔打造。刀片采用质量硬质合金,搭配涂层,硬度高、耐磨性强,更换便捷,降低刀具消耗成本。刀体采用高强度合金钢制造,刚性好、抗震性强,能承受大直径钻孔过程中的切削力。内冷设计快速带走切削热量,避免刀具过热磨损与工件变形。适用于机械制造行业的大直径批量钻孔、汽车大型零部件钻孔、大型结构件通孔加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,钻孔效率高、一致性好,支持根据钻孔直径选择对应刀片,为大直径批量钻孔提供高效解决方案。刀具加工常州...
-
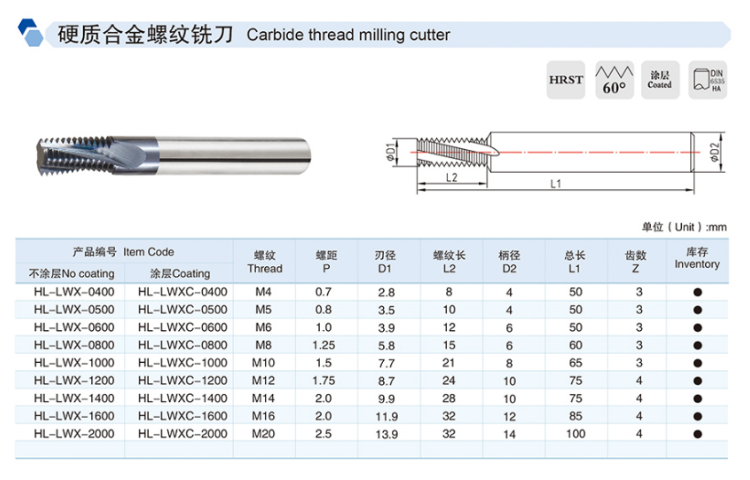
无锡IT行业刀具厂家价格
海力硬质合金螺纹铣刀刃径 2.8mm-13.9mm,螺纹长 8mm-32mm,柄径 4mm-14mm,全长 50mm-100mm,支持 M4-M20 螺纹规格,螺距 0.7mm-2.5mm,采用多齿螺旋结构设计,是高速螺纹加工的推荐装备。相比传统丝锥,螺纹铣刀加工效率提升 30% 以上,且能有效避免丝锥折断风险,尤其适用于大直径、深螺纹加工。刀具采用超细晶粒硬质合金基材,搭配 PVD 涂层技术,硬度高、耐磨性强,多齿设计使切削负荷均匀分布,延长使用寿命。螺纹齿形精度高,加工后的螺纹尺寸稳定、表面粗糙度低,适用于钢、不锈钢、有色金属等多种材料的内、外螺纹加工。在汽车零部件批量生产、航空航天螺纹加...
-
 上海机械刀具总包项目服务
上海机械刀具总包项目服务海力 SKS 大进给立铣刀直径 20mm-42mm,刃长 50mm-130mm,柄径 20mm-42mm,全长 140mm-250mm,采用可转位刀片设计,专为重载高效铣削打造,进给量是传统铣刀的 2-3 倍,提升加工效率。刀体采用高强度合金钢制造,刚性好、抗震性强,能承受大进给量加工过程中的巨大切削力。可转位刀片采用质量硬质合金,搭配耐磨涂层,硬度高、耐磨性强,更换便捷,降低刀具消耗成本。适用于机械制造行业的粗加工、汽车零部件批量粗铣、大型结构件重载铣削等场景,在钢、铸铁、合金钢等材料加工中表现稳定,铣削效率高、加工成本低,支持根据加工需求选择不同型号刀片,满足重载高效铣削需求。刀具加工,就...
-
福州AI零部件刀具技术方案
海力硬质合金 PC / 复合材料单刃刀刃径 1mm-14mm,刃长 3mm-42mm,柄径 3.175mm-14mm,全长 36.5mm-100mm,采用独特的单刃设计,专为 PC 材料、碳纤维复合材料、亚克力等易粘连材料加工打造。单刃设计减少了刀具与加工材料的接触面积,从根本上降低了材料粘连刀具的风险,确保切削过程的顺畅性。刀具采用硬质合金基材,搭配金刚石涂层技术,涂层硬度高、耐磨性强,能有效抵抗复合材料中纤维的切削磨损,延长刀具使用寿命。切削刃经过精细研磨,锋利度高,能实现精细切削,避免复合材料加工过程中出现的分层、毛刺等问题。该刀具适用于 3C 产品 PC 外壳加工、碳纤维复合材料构件切...
-
宁波缝纫机行业刀具厂家价格
海力硬质合金三刃钻刃径 5mm-20mm,刃长 44mm-101mm,柄径 6mm-20mm,全长 82mm-153mm,采用三刃结构设计,是批量钻孔场景的高效装备。相比传统两刃钻,三刃设计增加了一条有效切削刃,加工效率提升 30% 以上,能大幅缩短批量钻孔的生产周期。刀具刃口经过精密研磨,锋利度高,切削力小,能有效减少钻孔过程中的工件变形,尤其适用于薄壁零件的钻孔加工。排屑槽采用螺旋设计,螺旋角经过优化,排屑流畅,能快速将切屑排出钻孔区域,避免切屑缠绕钻头导致的加工中断。基材选用硬质合金,搭配 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低批量生产的刀具消耗成本。该刀具适配钢、...
-
 宁波精密机械制造刀具技术方案
宁波精密机械制造刀具技术方案海力硬质合金直槽铰刀刃径 0.5mm-20mm,刃长 9mm-36mm,柄径 3mm-16mm,全长 38mm-100mm,采用直槽结构设计,是精密孔精加工的关键装备,主要用于提升钻孔后的孔径精度与表面质量。直槽设计使排屑通道顺畅,能有效排出精加工过程中产生的细小切屑,避免切屑划伤已加工表面,确保孔壁光洁度。刀具采用质量超细晶粒硬质合金基材,经过精密的磨削加工,刃带精度高,铰削过程中导向性好,能有效保证孔径精度。铰刀精度达 H7 级别,加工后孔尺寸公差小,表面粗糙度低,能满足精密机械零件对孔加工的严苛要求。该刀具适配钢、铸铁、有色金属等多种材料的精密孔精加工,在机械零件精密孔加工、汽车发动机精...
-
越南新能源行业刀具技术方案
海力舍弃式快速钻头刃径 15mm-85mm,全长 116mm-280mm,刃长 35mm-175mm,柄径 25mm-40mm,采用舍弃式刀片设计,专为批量大直径钻孔打造。刀片采用质量硬质合金,搭配涂层,硬度高、耐磨性强,更换便捷,降低刀具消耗成本。刀体采用高强度合金钢制造,刚性好、抗震性强,能承受大直径钻孔过程中的切削力。内冷设计快速带走切削热量,避免刀具过热磨损与工件变形。适用于机械制造行业的大直径批量钻孔、汽车大型零部件钻孔、大型结构件通孔加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,钻孔效率高、一致性好,支持根据钻孔直径选择对应刀片,为大直径批量钻孔提供高效解决方案。刀具加工,就...
-
模具行业螺纹刀具总包项目服务
海力硬质合金球头铣刀涵盖微小径与标准尺寸两大系列,刃径(R)从 0.15mm 到 10mm 覆盖,柄径范围 3mm-20mm,全长在 45mm-100mm 之间可按需选择,满足不同曲面加工场景的尺寸要求。刀具采用质量超细晶粒硬质合金作为基材,基材纯度高、晶粒均匀,搭配 PVD 或 CVD 涂层工艺,涂层硬度高、耐磨性强,能适配软钢、不锈钢、钛合金、石墨等多种不同特性的材料加工。球头设计是该刀具的优势,通过精细的球面研磨工艺,确保曲面切削过程中的光滑过渡,避免出现加工台阶,刃口经过钝化处理,在提升耐用性的同时,有效减少工件表面的毛刺产生。该刀具适用于模具型腔曲面加工、汽车零部件复杂曲面铣削、航空...
-
硬质合金数控刀具技术方案
海力切削钻(盲孔)刃径 8mm-32mm,柄径 12mm-32mm,刃长 16mm-62mm,全长 86mm-130mm,专为盲孔高效加工设计,采用特殊的切削刃与排屑槽结构,能有效排出盲孔加工中产生的切屑,避免堆积导致的加工中断。刀具采用质量硬质合金基材,搭配耐磨涂层,硬度高、耐磨性强,切削刃锋利,钻孔效率高。135° 钻尖设计定心精细,盲孔加工的深度精度与孔径精度高。适用于机械零件盲孔加工、汽车发动机盲孔钻削、航空航天构件盲孔加工等场景,在钢、铸铁、不锈钢等材料加工中表现稳定,盲孔加工效率高、质量好,支持根据盲孔深度与孔径定制,满足不同盲孔加工需求。常州市海力工具有限公司为您提供刀具加工,欢...
-
苏州航空航天刀具厂家
海力硬质合金内冷麻花钻刃径 4mm-20mm,槽长 36mm-101mm,柄径 6mm-20mm,全长 74mm-153mm,专为深孔加工设计,有效解决深孔加工过程中的散热与排屑难题。刀具采用内冷设计,通过柄部与钻头内部的冷却通道,将切削液直接输送至切削刃区域,快速带走切削热量,避免刀具因过热导致的磨损加剧与工件变形,提升深孔加工的稳定性。钻头采用 135° 钻尖设计,定心精细,钻削过程中不易偏斜,能有效保证深孔加工的直线度。基材选用钴含量超细硬质合金,材质均匀,强度高、韧性好,抗冲击性强,能承受深孔加工过程中的较大切削阻力。排屑槽经过优化设计,槽型合理,排屑流畅,避免切屑在深孔内堆积堵塞,确...
-
上海AI零部件刀具厂家价格
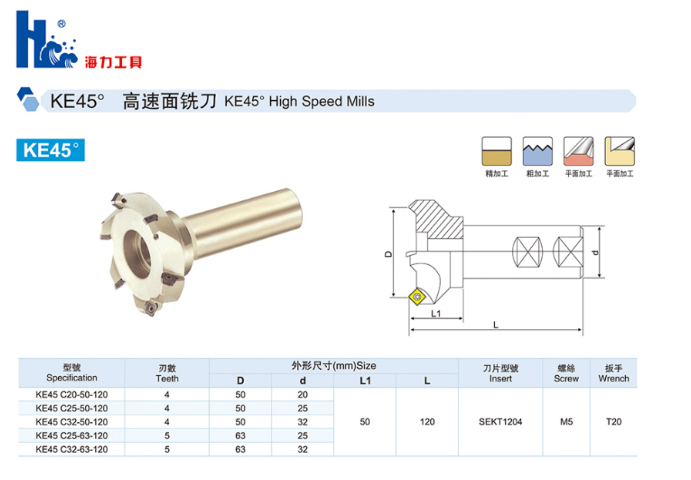
海力 SE445 高速平面铣刀直径 50mm-160mm,厚度 32mm-63mm,柄径 25mm-50mm,齿数 4 齿 - 8 齿,采用通用型高速平面铣削设计,适用于多种材料的平面加工。刀体采用质量合金钢制造,经过精密加工与动平衡处理,高速旋转时稳定性好,铣削平稳。可转位刀片采用质量硬质合金,搭配耐磨涂层,硬度高、耐磨性强,切削刃锋利,平面加工效率高、表面质量好。适用于机械零件通用平面加工、电子设备外壳平面铣削、汽车零部件批量平面加工等场景,在钢、铸铁、有色金属等材料加工中表现稳定,性价比高,支持根据加工需求更换刀片类型,满足不同材料高速平面铣削需求。刀具加工,就选常州市海力工具有限公司,...
-
广州硬质合金右旋刀具
海力硬质合金阶梯钻刃径 3.3mm-14.5mm,阶梯长度 11.4mm-38.5mm,槽长 41mm-73mm,柄径 6mm-15mm,全长 66mm-123mm,采用多阶梯结构设计,可一次加工出不同孔径的台阶孔,是高效的多规格孔加工装备。阶梯钻的每一级阶梯对应一个孔径尺寸,通过一次钻削即可完成多个孔径的加工,相比传统的多次钻孔、扩孔工序,加工效率大幅提升,同时避免了多次装夹导致的定位误差,提升了台阶孔的同轴度精度。刀具采用质量硬质合金基材,搭配 PVD 涂层技术,硬度高、耐磨性强,能承受多阶梯加工过程中的复杂切削力。刃口经过精密研磨,锋利度高,切削顺畅,能有效减少工件表面的毛刺与瑕疵。排屑...
-
成都硬质合金直槽刀具厂家
海力硬质合金三刃钻刃径 5mm-20mm,刃长 44mm-101mm,柄径 6mm-20mm,全长 82mm-153mm,采用三刃结构设计,是批量钻孔场景的高效装备。相比传统两刃钻,三刃设计增加了一条有效切削刃,加工效率提升 30% 以上,能大幅缩短批量钻孔的生产周期。刀具刃口经过精密研磨,锋利度高,切削力小,能有效减少钻孔过程中的工件变形,尤其适用于薄壁零件的钻孔加工。排屑槽采用螺旋设计,螺旋角经过优化,排屑流畅,能快速将切屑排出钻孔区域,避免切屑缠绕钻头导致的加工中断。基材选用硬质合金,搭配 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低批量生产的刀具消耗成本。该刀具适配钢、...