标签列表 - 常州市海力工具有限公司
-
 广州模具行业刀具生产厂家
广州模具行业刀具生产厂家海力硬质合金中心钻刃径 2mm-6.3mm,刃长 2.5mm-8mm,柄径 5mm-16mm,全长 50mm-80mm,专为工件中心孔加工设计,是机械加工中不可或缺的定位装备。中心孔作为后续加工的基准,其加工精度直接影响到轴类零件、盘类零件等的终加工精度。该中心钻采用质量硬质合金基材,硬度高、耐磨性强,能精细加工出高质量的中心孔,定位基准可靠。刃口锋利,切削阻力小,中心孔加工效率高,能有效缩短加工周期。刀具结构设计科学,柄部与刃部过渡平滑,刚性好,加工过程中振动小,确保中心孔的圆度与垂直度精度。该刀具适配钢、铸铁、有色金属等多种材料的中心孔加工,在轴类零件加工、机械构件定位、模具坯料加工等场景...
发布时间:2026.05.19 -
 上海新能源行业刀具总包项目服务
上海新能源行业刀具总包项目服务海力硬质合金直槽钻刃径 3mm-20mm,槽长 20mm-79mm,柄径 6mm-20mm,全长 62mm-131mm,采用经典的直槽设计,是机械加工行业中应用的通用钻孔装备。直槽设计使排屑通道顺畅,能有效将切屑排出钻孔区域,避免切屑堵塞导致的加工中断,适用于中浅孔加工场景。刀具制造工艺成熟,采用质量硬质合金基材,经过精密的磨削加工,刃口锋利,钻孔精度高,能满足大多数通用机械零件的钻孔要求。该刀具适配软钢、碳钢、合金钢等多种常见金属材料的钻孔加工,在机械制造行业的通用零件加工、电子设备安装孔钻削、五金配件钻孔等场景中应用。产品价格亲民,性价比高,能满足中小批量生产的成本控制需求。同时,支持多种...
-
 专业非标螺纹刀具总包项目方案
专业非标螺纹刀具总包项目方案海力 KSRF 快进给壳形铣刀直径 40mm-160mm,厚度 8.4mm-12.4mm,内径 16mm-40mm,齿数 3 齿 - 8 齿,专为重载快进给粗加工打造,进给量大幅高于传统铣刀,加工效率提升。刀体采用高强度合金钢,刚性好、抗震性强,能承受快进给加工过程中的巨大切削力。可转位刀片采用特殊几何形状设计,切削刃锋利,排屑流畅,能有效减少切削热量,避免工件变形。适用于机械制造中的重载粗加工、汽车底盘零件批量粗铣、大型结构件开粗等场景,在钢、铸铁、合金钢等材料加工中表现稳定,铣削效率高、刀具寿命长,支持根据加工材料选择刀片,为重载快进给加工提供可靠装备。常州市海力工具有限公司是一家专业提供...
-
 标准数控刀具厂家
标准数控刀具厂家海力焊接 T 型槽铣刀刃径 5mm-175mm,刃长 10mm-50mm,柄径 6mm-50mm,全长 50mm-175mm,专为 T 型槽加工设计,采用硬质合金刀头与钢柄焊接结构,刀头形状与 T 型槽完全匹配,可实现一次加工完成 T 型槽的槽宽、槽深加工。刀头采用质量硬质合金,硬度高、耐磨性强,切削刃锋利,排屑流畅,T 型槽加工精度高、表面光滑。钢柄经过精密加工,刚性好,装夹精度高,能承受 T 型槽加工过程中的侧向切削力。适用于机床床身 T 型槽、机械工作台 T 型槽、模具 T 型导向槽等加工场景,在铸铁、钢、合金钢等材料加工中表现出色,支持根据 T 型槽规格定制刀具刃径、刃长,为 T 型槽...
-
 精密仪器刀具整体方案设计
精密仪器刀具整体方案设计海力硬质合金 TCT 锯片外径 8mm-200mm,厚度 0.15mm-12mm,内径 3mm-40mm,齿数 4 齿 - 240 齿,规格齐全,适配多种材料的切割需求。锯片采用质量硬质合金刀头,刀头材质经过严格筛选,硬度高、耐磨性强,通过先进的焊接工艺与钢质基体牢固连接,焊接强度高,能承受切割过程中的冲击负荷。齿数设计根据切割材料特性进行优化,切割木材、塑料等较软材料时,采用较少齿数设计,提升切割速度;切割铝合金、薄钢板等较硬材料时,采用较多齿数设计,确保切割平稳、切口平整。锯片基体经过精密加工与动平衡处理,旋转过程中振动小,切割精度高,能有效减少材料浪费。该锯片广泛应用于家具制造行业的木材...
-
无锡硬质合金右旋刀具技术方案
海力硬质合金三刃内冷钻刃径 5mm-20mm,刃长 44mm-101mm,柄径 6mm-20mm,全长 82mm-153mm,结合了三刃高效切削与内冷散热的双重优势,专为深孔批量加工场景打造。三刃结构设计使切削效率相比传统两刃内冷钻提升 30% 以上,能有效满足大批量深孔加工的效率要求;内冷设计则通过冷却通道将切削液精细输送至切削刃,快速带走深孔加工过程中产生的大量热量,避免刀具过热磨损与工件热变形,确保加工稳定性。钻头采用 135° 定心钻尖,定位精细,钻削过程中不易偏斜,能保证深孔加工的直线度与孔径精度。基材选用钴含量超细硬质合金,强度高、韧性好,抗冲击性强,能承受深孔加工过程中的较大切削...
-
长沙硬质合金右旋刀具厂家
海力硬质合金 TCT 锯片外径 8mm-200mm,厚度 0.15mm-12mm,内径 3mm-40mm,齿数 4 齿 - 240 齿,规格齐全,适配多种材料的切割需求。锯片采用质量硬质合金刀头,刀头材质经过严格筛选,硬度高、耐磨性强,通过先进的焊接工艺与钢质基体牢固连接,焊接强度高,能承受切割过程中的冲击负荷。齿数设计根据切割材料特性进行优化,切割木材、塑料等较软材料时,采用较少齿数设计,提升切割速度;切割铝合金、薄钢板等较硬材料时,采用较多齿数设计,确保切割平稳、切口平整。锯片基体经过精密加工与动平衡处理,旋转过程中振动小,切割精度高,能有效减少材料浪费。该锯片广泛应用于家具制造行业的木材...
-
 常州缝纫机行业刀具生产厂家
常州缝纫机行业刀具生产厂家海力硬质合金圆鼻铣刀刃径覆盖 2mm-12mm,R 角规格包含 0.5mm-2mm,刃长 4mm-24mm,柄径 4mm-12mm,全长 50mm-75mm,多规格组合满足不同铣削场景的需求。刀具采用 6 刃设计,相比传统 4 刃铣刀,有效切削刃数量增加 50%,在相同切削参数下,加工效率提升,能大幅缩短批量生产的加工周期。在材质选择上,采用强度硬质合金基材,搭配先进的 PVD 涂层技术,涂层与刀体结合牢固,耐磨性强,能有效抵抗加工过程中的切削冲击与磨损。圆鼻结构设计科学,圆角过渡平滑,减少了切削过程中对工件的冲击,同时优化了排屑槽结构,排屑流畅,避免切屑缠绕刀具导致的加工中断。该刀具适用于钢...
-
常州CBN(立方氮化硼)刀具
海力硬质合金圆鼻铣刀刃径覆盖 2mm-12mm,R 角规格包含 0.5mm-2mm,刃长 4mm-24mm,柄径 4mm-12mm,全长 50mm-75mm,多规格组合满足不同铣削场景的需求。刀具采用 6 刃设计,相比传统 4 刃铣刀,有效切削刃数量增加 50%,在相同切削参数下,加工效率提升,能大幅缩短批量生产的加工周期。在材质选择上,采用强度硬质合金基材,搭配先进的 PVD 涂层技术,涂层与刀体结合牢固,耐磨性强,能有效抵抗加工过程中的切削冲击与磨损。圆鼻结构设计科学,圆角过渡平滑,减少了切削过程中对工件的冲击,同时优化了排屑槽结构,排屑流畅,避免切屑缠绕刀具导致的加工中断。该刀具适用于钢...
-
广州AI零部件刀具厂家
海力硬质合金 20XD 深孔钻刃径 3mm-10mm,槽长 68mm-222mm,柄径 3mm-10mm,全长 101mm-269mm,长径比高达 20:1,是超深孔加工的装备,专为解决超深孔加工中的一系列技术难题而设计。刀具采用特殊的合金配方与成型工艺,基材刚性与韧性远超普通深孔钻,能承受超深孔加工过程中的巨大切削力与振动,避免刀具弯曲或断裂。内冷通道经过优化设计,孔径与位置精细,确保切削液能高效输送至切削区域,比较大限度地带走切削热量,防止刀具过热磨损与工件热变形,同时强力冲刷切屑,确保排屑顺畅,避免切屑在超深孔内堵塞。钻尖经过精细研磨,定心精度高,钻削过程中导向性好,能有效保证超深孔的直...
-
成都医疗器械行业刀具整体方案设计
海力焊接球头立铣刀刃径 2mm-22mm,R 角 1mm-11mm,刃长 10mm-46mm,柄径 4mm-22mm,全长 50mm-122mm,采用硬质合金刀头与钢柄焊接结构,专为重载铣削、模具粗加工等场景打造。刀头采用质量硬质合金,硬度高、抗冲击性强,球头设计适配曲面粗加工与半精加工;钢柄经过热处理工艺,刚性好,能承受重载铣削过程中的切削力。焊接工艺先进,刀头与刀柄连接牢固,不易脱落。适用于模具型腔粗铣、机械零件重载曲面铣削、汽车零部件粗加工等场景,在钢、铸铁、合金钢等材料加工中表现稳定,切削效率高、耐用性强,支持根据客户 R 角、刃长定制,满足重载铣削需求。常州市海力工具有限公司是一家专...
-
 广州医疗器械行业刀具总包项目方案
广州医疗器械行业刀具总包项目方案海力硬质合金 20XD 深孔钻刃径 3mm-10mm,槽长 68mm-222mm,柄径 3mm-10mm,全长 101mm-269mm,长径比高达 20:1,是超深孔加工的装备,专为解决超深孔加工中的一系列技术难题而设计。刀具采用特殊的合金配方与成型工艺,基材刚性与韧性远超普通深孔钻,能承受超深孔加工过程中的巨大切削力与振动,避免刀具弯曲或断裂。内冷通道经过优化设计,孔径与位置精细,确保切削液能高效输送至切削区域,比较大限度地带走切削热量,防止刀具过热磨损与工件热变形,同时强力冲刷切屑,确保排屑顺畅,避免切屑在超深孔内堵塞。钻尖经过精细研磨,定心精度高,钻削过程中导向性好,能有效保证超深孔的直...
-
苏州数控刀具厂家
海力硬质合金波纹铣刀刃径 4mm-20mm,刃长 12mm-45mm,柄径 4mm-20mm,全长 50mm-100mm,独特的波纹刃设计是其技术亮点。波纹刃结构能有效优化断屑效果,将长切屑破碎为短小的切屑,避免切屑缠绕刀具或划伤工件表面,提升加工过程的顺畅性。刀具采用质量硬质合金基材,经过先进的成型工艺与热处理工艺,确保刀具具有良好的刚性与抗冲击性,能承受粗加工与半精加工过程中的较大切削负荷。PVD 涂层的应用,进一步增强了刀具的耐磨性与耐腐蚀性,延长了刀具使用寿命,降低了加工成本。该刀具适用于钢、铸铁、不锈钢等多种材料的粗加工与半精加工,在机械制造行业的箱体粗加工、汽车零部件粗铣、模具开粗...
-
 上海硬质合金直槽刀具总包项目服务
上海硬质合金直槽刀具总包项目服务海力 PCD 直槽钻刃径 5mm-16mm,刃长 60mm-100mm,柄径 6mm-16mm,全长 60mm-100mm,采用 PCD 材质切削刃与直槽结构设计,专为有色金属、复合材料的精密孔高效钻孔打造。PCD 刃口锋利,切削阻力小,能实现高速钻孔,加工效率比传统硬质合金钻提升 30% 以上。直槽设计排屑流畅,避免切屑堆积,钻孔过程顺畅,孔壁光滑,尺寸精度高。适用于手机中框定位孔、航空航天复合材料孔加工、3C 产品精密孔钻削等场景,在铝合金、铜合金、碳纤维复合材料等材料加工中表现稳定,钻孔寿命长、精度高,支持根据客户孔径、孔深定制,满足精密钻孔需求。常州市海力工具有限公司致力于提供刀具加工...
-
常州专业非标刀具交期
海力硬质合金 8XD 深孔钻刃径 4mm-20mm,槽长 45mm-193mm,柄径 4mm-20mm,全长 75mm-244mm,长径比达 8:1,专为大长径比深孔加工设计,能有效应对深孔加工中的刚性、散热与排屑挑战。刀具采用强度硬质合金基材,经过特殊的热处理工艺,确保刀具具有足够的刚性与韧性,能承受大长径比加工过程中的弯曲与振动。内冷设计是该刀具的优势,冷却通道贯穿柄部与钻头,切削液能直达切削刃区域,快速散热,避免刀具过热导致的磨损与失效,同时辅助排屑,提升排屑效率。钻头钻尖采用 135° 设计,定心精细,钻削过程平稳,不易偏斜,能保证深孔加工的直线度与孔径精度。排屑槽采用宽槽设计,且经过...
-
无锡汽车制造刀具总包项目方案
海力硬质合金左旋铰刀刃径 5mm-20mm,刃长 22mm-36mm,柄径 4mm-16mm,全长 63mm-100mm,采用左旋切削结构设计,专为反向切削需求打造,尤其适用于盲孔、深孔的精密加工场景。左旋设计使切削过程中切屑向孔外排出,避免了右旋铰刀在盲孔加工中切屑堆积在孔底导致的加工困难,同时能有效避免加工过程中划伤已加工表面,提升孔的加工质量。刀具采用质量硬质合金基材,搭配先进的 PVD 涂层技术,涂层耐磨性强,能有效延长刀具使用寿命,降低加工成本。刃口经过精细研磨,锋利度高,铰削阻力小,能减少工件的加工变形,尤其适用于薄壁零件的精密孔加工。该刀具适配钢、不锈钢、有色金属等多种材料的精密...
-
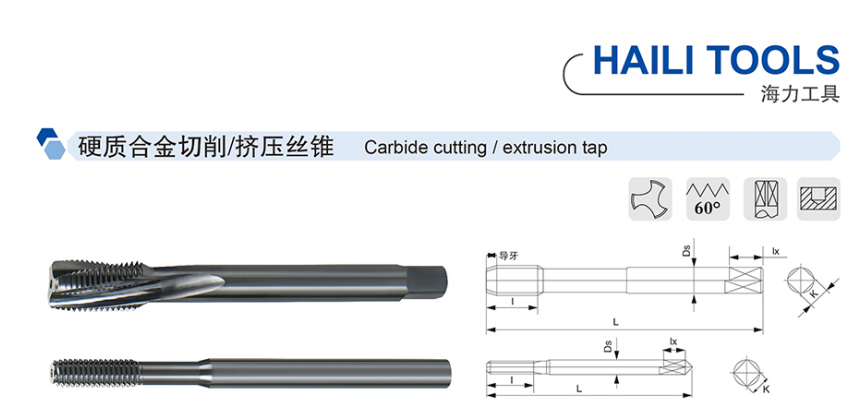
 常州刀具总包项目服务
常州刀具总包项目服务海力硬质合金切削 / 挤压丝锥规格涵盖 M1-M16,螺距 0.25mm-2.0mm,螺纹长 4.5mm-20mm,柄径 3mm-14mm,全长 37mm-95mm,分为切削型与挤压型两种类型,适配不同材料螺纹加工。切削丝锥采用多刃切削结构,适用于中高硬度材料螺纹加工,切屑细小易排出;挤压丝锥通过材料塑性变形成型螺纹,无切屑产生,适用于软钢、有色金属等塑性较好材料加工,螺纹强度高。刀具采用质量硬质合金基材,螺纹齿形精度高,搭配 PVD 涂层技术,耐磨性强、使用寿命长。适用于电子设备微型螺纹、汽车精密螺纹孔、机械零件通用螺纹等加工场景,加工效率高、螺纹质量稳定,支持公制、美制等多种螺纹规格定制,...
-
 宁波硬质合金阶梯刀具总包项目服务
宁波硬质合金阶梯刀具总包项目服务海力硬质合金 TCT 锯片外径 8mm-200mm,厚度 0.15mm-12mm,内径 3mm-40mm,齿数 4 齿 - 240 齿,规格齐全,适配多种材料的切割需求。锯片采用质量硬质合金刀头,刀头材质经过严格筛选,硬度高、耐磨性强,通过先进的焊接工艺与钢质基体牢固连接,焊接强度高,能承受切割过程中的冲击负荷。齿数设计根据切割材料特性进行优化,切割木材、塑料等较软材料时,采用较少齿数设计,提升切割速度;切割铝合金、薄钢板等较硬材料时,采用较多齿数设计,确保切割平稳、切口平整。锯片基体经过精密加工与动平衡处理,旋转过程中振动小,切割精度高,能有效减少材料浪费。该锯片广泛应用于家具制造行业的木材...
-
越南硬质合金刀具厂家价格
海力硬质合金波纹铣刀刃径 4mm-20mm,刃长 12mm-45mm,柄径 4mm-20mm,全长 50mm-100mm,独特的波纹刃设计是其技术亮点。波纹刃结构能有效优化断屑效果,将长切屑破碎为短小的切屑,避免切屑缠绕刀具或划伤工件表面,提升加工过程的顺畅性。刀具采用质量硬质合金基材,经过先进的成型工艺与热处理工艺,确保刀具具有良好的刚性与抗冲击性,能承受粗加工与半精加工过程中的较大切削负荷。PVD 涂层的应用,进一步增强了刀具的耐磨性与耐腐蚀性,延长了刀具使用寿命,降低了加工成本。该刀具适用于钢、铸铁、不锈钢等多种材料的粗加工与半精加工,在机械制造行业的箱体粗加工、汽车零部件粗铣、模具开粗...
-
越南硬质合金刀具厂家
海力 SKS 大进给立铣刀直径 20mm-42mm,刃长 50mm-130mm,柄径 20mm-42mm,全长 140mm-250mm,采用可转位刀片设计,专为重载高效铣削打造,进给量是传统铣刀的 2-3 倍,提升加工效率。刀体采用高强度合金钢制造,刚性好、抗震性强,能承受大进给量加工过程中的巨大切削力。可转位刀片采用质量硬质合金,搭配耐磨涂层,硬度高、耐磨性强,更换便捷,降低刀具消耗成本。适用于机械制造行业的粗加工、汽车零部件批量粗铣、大型结构件重载铣削等场景,在钢、铸铁、合金钢等材料加工中表现稳定,铣削效率高、加工成本低,支持根据加工需求选择不同型号刀片,满足重载高效铣削需求。常州市海力工...
-
上海数控刀具总包项目服务
海力硬质合金内冷麻花钻刃径 4mm-20mm,槽长 36mm-101mm,柄径 6mm-20mm,全长 74mm-153mm,专为深孔加工设计,有效解决深孔加工过程中的散热与排屑难题。刀具采用内冷设计,通过柄部与钻头内部的冷却通道,将切削液直接输送至切削刃区域,快速带走切削热量,避免刀具因过热导致的磨损加剧与工件变形,提升深孔加工的稳定性。钻头采用 135° 钻尖设计,定心精细,钻削过程中不易偏斜,能有效保证深孔加工的直线度。基材选用钴含量超细硬质合金,材质均匀,强度高、韧性好,抗冲击性强,能承受深孔加工过程中的较大切削阻力。排屑槽经过优化设计,槽型合理,排屑流畅,避免切屑在深孔内堆积堵塞,确...
-
无锡硬质合金直槽刀具总包项目服务
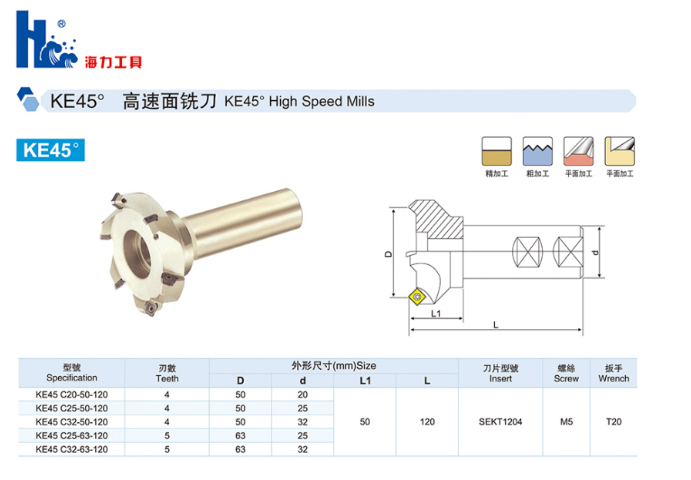
海力 KE45° 高速面铣刀直径 50mm-160mm,厚度 8.4mm-16.4mm,柄径 22mm-40mm,齿数 3 齿 - 8 齿,采用 45° 主偏角设计,专为高速平面铣削打造。刀体采用高强度合金钢制造,经过动平衡处理,旋转速度快、振动小,可实现高速切削,加工效率高。可转位刀片采用质量硬质合金,搭配涂层,硬度高、耐磨性强,刀片 4 次转位使用,降低刀具成本。适用于机械制造行业的平面粗加工与精加工、汽车零部件平面铣削、航空航天结构件平面加工等场景,在钢、铸铁、不锈钢等材料加工中表现稳定,平面加工精度高、表面粗糙度低,支持根据加工需求选择钢件、铸件刀片,满足不同材料高速平面铣削需求。常州...
-
苏州标准刀具总包项目方案
海力 PCD 多阶梯扩孔钻刃径 5mm-22mm,刃长 60mm-100mm,柄径 6mm-20mm,全长 60mm-100mm,采用多阶梯结构设计,专为多台阶孔扩孔加工打造,可实现一次装夹完成不同孔径台阶孔的扩孔与精加工。每级阶梯的刃径、刃长均经过精细匹配,确保与工件台阶孔尺寸契合,避免多次加工导致的误差。PCD 切削刃硬度高、耐磨性强,扩孔过程中排屑流畅,孔壁光洁度高,台阶孔的同轴度好。适用于 3C 产品多台阶孔、汽车零部件复杂孔系、航空航天连接件台阶孔等加工场景,在有色金属、复合材料加工中表现出色,扩孔精度高、效率高,支持根据客户台阶孔规格定制阶梯参数,为多台阶孔加工提供高效解决方案。常...
-
智能螺纹刀具价格
海力航空航天直柄刀刃径 3.26mm-12.72mm,刃长 8mm-70mm,柄径 3.33mm-10mm,全长 80mm-150mm,专为航空航天复合材料、钛合金蜂窝、铝蜂窝等特殊材料加工设计。刀具采用整体硬质合金结构,搭配金刚石涂层技术,硬度高、耐磨性强,能有效应对复合材料加工中的分层、毛刺问题。刃口经过特殊研磨,切削锋利,排屑流畅,加工过程中无毛刺、无分层,钻孔长度可达 1.5 米。适用于航空发动机叶片、机身蒙皮、起落架组件等零部件的精细加工,在碳纤维复合材料(CFRP)、钛合金、铝合金等材料加工中表现稳定,加工精度高、表面质量好,已通过航空航天行业严苛验证,支持根据航空零部件结构定制刀...
-
常州硬质合金阶梯刀具技术方案
海力硬质合金直槽铰刀刃径 0.5mm-20mm,刃长 9mm-36mm,柄径 3mm-16mm,全长 38mm-100mm,采用直槽结构设计,是精密孔精加工的关键装备,主要用于提升钻孔后的孔径精度与表面质量。直槽设计使排屑通道顺畅,能有效排出精加工过程中产生的细小切屑,避免切屑划伤已加工表面,确保孔壁光洁度。刀具采用质量超细晶粒硬质合金基材,经过精密的磨削加工,刃带精度高,铰削过程中导向性好,能有效保证孔径精度。铰刀精度达 H7 级别,加工后孔尺寸公差小,表面粗糙度低,能满足精密机械零件对孔加工的严苛要求。该刀具适配钢、铸铁、有色金属等多种材料的精密孔精加工,在机械零件精密孔加工、汽车发动机精...
-
无锡机械刀具厂家
海力焊接螺旋立铣刀刃径 4mm-46mm,刃长 12mm-66mm,柄径 6mm-46mm,全长 50mm-122mm,采用硬质合金刀头与钢柄焊接结构,螺旋刃设计适配通用重载铣削加工。螺旋角经过优化,排屑流畅,能有效减少切削过程中的振动,提升加工稳定性。刀头采用硬质合金,耐磨性强,能承受重载切削负荷;钢柄刚性好,装夹牢固。适用于机械制造行业的箱体粗铣、汽车底盘零件加工、模具开粗等场景,在钢、铸铁、不锈钢等材料加工中表现稳定,加工效率高、成本亲民,支持根据客户刃径、刃长、齿数定制,满足通用重载铣削需求。刀具加工,就选常州市海力工具有限公司,用户的信赖之选,欢迎您的来电!无锡机械刀具厂家海力 SE...
-
宁波硬质合金刀具总包项目服务
海力硬质合金锥度铰刀(螺旋槽)小头直径 4mm-10mm,刃长 40mm-80mm,柄径 6mm-12mm,全长 105mm-145mm,锥度比例 1:10-1:50,螺旋槽设计适配复杂锥孔加工,尤其适用于盲孔型锥孔与深锥孔加工。螺旋槽的螺旋角经过优化,排屑方向与切削方向一致,能将切屑快速排出孔外,避免堆积导致的加工中断,同时螺旋刃结构增强了刀具刚性,减少加工振动。刀具采用硬质合金基材,搭配耐磨 PVD 涂层,硬度高、抗冲击性强,能应对钛合金、高温合金等难加工材料的锥孔加工。刃口锋利,铰削过程平稳,加工后的锥孔尺寸精度高、锥面均匀,适用于航空航天结构件锥孔、精密机械锥度配合孔、模具锥度定位孔等...
-
广州精密仪器刀具价格
海力硬质合金 TCT 锯片外径 8mm-200mm,厚度 0.15mm-12mm,内径 3mm-40mm,齿数 4 齿 - 240 齿,规格齐全,适配多种材料的切割需求。锯片采用质量硬质合金刀头,刀头材质经过严格筛选,硬度高、耐磨性强,通过先进的焊接工艺与钢质基体牢固连接,焊接强度高,能承受切割过程中的冲击负荷。齿数设计根据切割材料特性进行优化,切割木材、塑料等较软材料时,采用较少齿数设计,提升切割速度;切割铝合金、薄钢板等较硬材料时,采用较多齿数设计,确保切割平稳、切口平整。锯片基体经过精密加工与动平衡处理,旋转过程中振动小,切割精度高,能有效减少材料浪费。该锯片广泛应用于家具制造行业的木材...
-
 硬质合金直槽螺纹刀具总包项目方案
硬质合金直槽螺纹刀具总包项目方案海力航空航天直柄刀刃径 3.26mm-12.72mm,刃长 8mm-70mm,柄径 3.33mm-10mm,全长 80mm-150mm,专为航空航天复合材料、钛合金蜂窝、铝蜂窝等特殊材料加工设计。刀具采用整体硬质合金结构,搭配金刚石涂层技术,硬度高、耐磨性强,能有效应对复合材料加工中的分层、毛刺问题。刃口经过特殊研磨,切削锋利,排屑流畅,加工过程中无毛刺、无分层,钻孔长度可达 1.5 米。适用于航空发动机叶片、机身蒙皮、起落架组件等零部件的精细加工,在碳纤维复合材料(CFRP)、钛合金、铝合金等材料加工中表现稳定,加工精度高、表面质量好,已通过航空航天行业严苛验证,支持根据航空零部件结构定制刀...
-
金属陶瓷刀具交期
海力硬质合金圆鼻铣刀刃径覆盖 2mm-12mm,R 角规格包含 0.5mm-2mm,刃长 4mm-24mm,柄径 4mm-12mm,全长 50mm-75mm,多规格组合满足不同铣削场景的需求。刀具采用 6 刃设计,相比传统 4 刃铣刀,有效切削刃数量增加 50%,在相同切削参数下,加工效率提升,能大幅缩短批量生产的加工周期。在材质选择上,采用强度硬质合金基材,搭配先进的 PVD 涂层技术,涂层与刀体结合牢固,耐磨性强,能有效抵抗加工过程中的切削冲击与磨损。圆鼻结构设计科学,圆角过渡平滑,减少了切削过程中对工件的冲击,同时优化了排屑槽结构,排屑流畅,避免切屑缠绕刀具导致的加工中断。该刀具适用于钢...