-

 上海氩弧焊管法兰专机焊机
发布时间:2026.02.03
上海氩弧焊管法兰专机焊机
发布时间:2026.02.03
该专机针对石油化工、电站建设中管道全位置(5G水平固定、6G倾斜固定)焊接的严苛要求,内置了强大的自适应焊接系统。系统在于其位置识别与参数动态匹配功能。通过高精度编码器实时获取焊枪相对于管道圆周的位置...
-
 陕西智能不锈钢管焊接机教学
发布时间:2026.02.03
陕西智能不锈钢管焊接机教学
发布时间:2026.02.03
在高寒地区或用于承受高内压、高水锤压力的供水管道,常采用强度低合金钢(如X60, X70, X80)。这类钢材焊接时比较大的风险是氢致延迟冷裂纹。焊机为此集成了一套完整的抗裂解决方案:首先,采用低氢焊...
-
 广州全自动钢管法兰焊接设备管法兰专机共识
发布时间:2026.02.02
广州全自动钢管法兰焊接设备管法兰专机共识
发布时间:2026.02.02
该机构在传统六轴机器人末端增加三自由度主动柔顺单元,包含轴向±10mm浮动、径向±8mm摆动和法向±5mm自适应三个补偿维度。通过六维力传感器实时检测焊接过程中焊枪与工件的接触力,当检测到因法兰组对错...
-
 上海食品焊接机电话
发布时间:2026.02.02
上海食品焊接机电话
发布时间:2026.02.02
套管的精细定位是保证焊接质量与结构强度的前提。该焊接机内置的液压或气动内胀式定位系统,由一组高精度同心卡爪构成。安装时,定位头深入套管内部,卡爪在控制下均匀径向膨胀,直至与套管内壁完全贴合并施加恒定的...
-
 上海全位置焊接机维修
发布时间:2026.02.02
上海全位置焊接机维修
发布时间:2026.02.02
市政给排水、长距离调水、电厂循环水等工程中的大口径(DN300以上)管道焊接,面临材料多样(Q235B、Q345R、304/316L)、壁厚范围大、野外环境恶劣等挑战。焊机采用大功率(如500A以上)...
-
 不锈钢管焊机厂家推荐
发布时间:2026.02.01
不锈钢管焊机厂家推荐
发布时间:2026.02.01
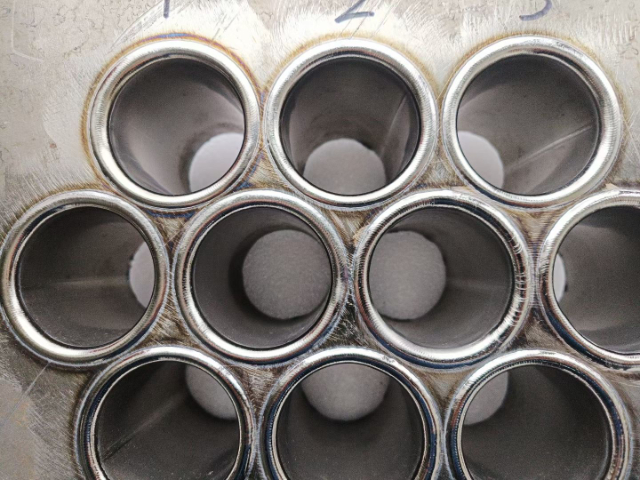
锅炉行业遵循一系列国际国内强制性的安全技术规范和质量标准(如ASME Boiler & Pressure Vessel Code, NB/T 47014-2011焊接工艺评定等)。锅炉换热器管板焊接机...
-
江苏弯头法兰管管对接管法兰专机焊接电源
发布时间:2026.02.01
全自动管法兰焊接机为管道连接领域的高阶自动化解决方案。其优势在于能够实现管道-法兰组对件的全位置(平、横、立、仰)自动焊接,通过高精度伺服电机驱动焊枪,配合工件变位机的协同运动,使焊枪始终处于理想焊接...
-
 无锡碳钢焊接机配件
发布时间:2026.02.01
无锡碳钢焊接机配件
发布时间:2026.02.01
为简化操作、确保工艺一致性,专机内置强大的焊接工艺规程(WPS)数据库。该数据库预存了行业通用的标准WPS,覆盖不同管径(如1/2”至4”)、不同壁厚(Schedule 5S, 10S)、不同材料(3...
-
 广州管弯头管法兰专机企业
发布时间:2026.01.31
广州管弯头管法兰专机企业
发布时间:2026.01.31
管道预制与安装中,管口的椭圆变形和组对错边是影响焊接质量的首要变量。本专机集成的智能对中与扫描系统,在焊接开始前即进行精确的测量与补偿。机械式内对中机构(内涨式或卡爪式)从管道内部撑紧,可自动校正高达...
-
 湖南管平齐管板焊接机多少钱
发布时间:2026.01.31
湖南管平齐管板焊接机多少钱
发布时间:2026.01.31
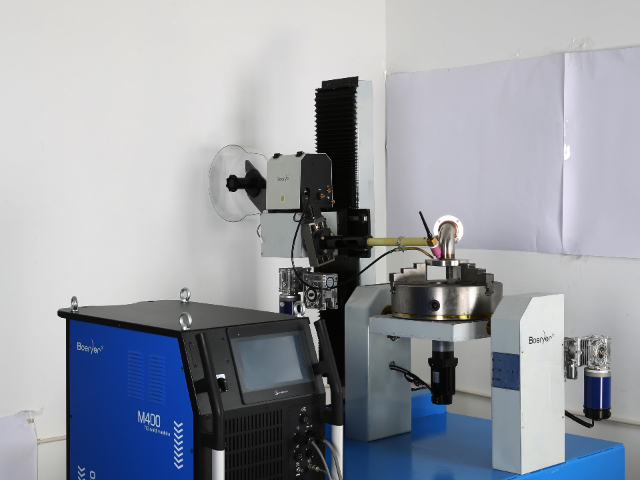
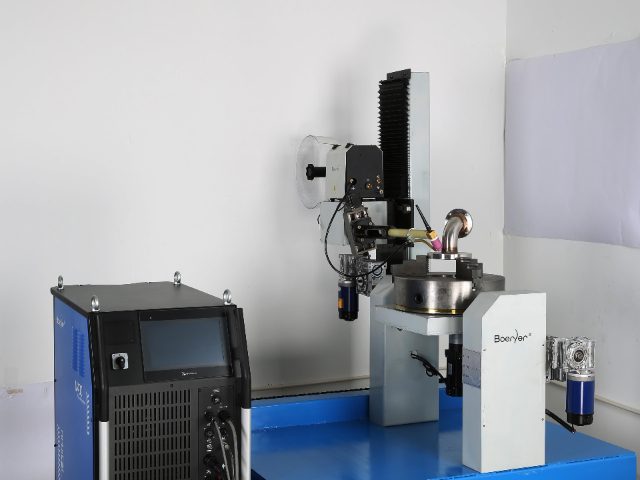
在复杂结构的换热设备中,管板并非总是垂直于地面,存在斜管板或管子与管板呈非90度夹角的情况。传统专机难以适应这种多角度变化。搭载高性能六轴工业机器人的自动管板焊接系统,凭借其极高的空间运动灵活性和重复...
-
 上海天然气管道管板焊接机焊接电源
发布时间:2026.01.30
上海天然气管道管板焊接机焊接电源
发布时间:2026.01.30
大型管板焊接后的变形会直接导致管孔位置度超差,使得后续成千上万的换热管无法顺利穿入,造成灾难性的工期延误与成本损失。自动管板焊接机集成了一系列低应力焊接技术以抑制变形。其是采用对称焊接顺序、分段退焊法...
-
 昆山博尔勒焊接机
发布时间:2026.01.30
昆山博尔勒焊接机
发布时间:2026.01.30
在生物制药和食品级卫生管道系统中,要求管道内壁光滑、无死角、无氧化物,以防止微生物滋生。手工充氩和肉眼观察难以保证背面保护效果的一致性。自动充氩系统通过管道两端的密封堵头和精密流量计,在焊接前自动执行...
-
广东圆管管法兰专机多少钱
发布时间:2026.01.30
双送丝系统是本专机实现高效质量焊接的关键配置。该系统包含两套完全独特且高精度的送丝机构与控制系统。在“冷丝+热丝”模式下,主焊枪进行正常的TIG电弧熔敷,同时独特的预热电源对从另一路径送入弧区的填充焊...
-
 西安开放式管焊接机电话
发布时间:2026.01.30
西安开放式管焊接机电话
发布时间:2026.01.30
厚壁管开启式管焊机针对的主电站主蒸汽管道、重型化工反应器进出口、海底管道等场景,其壁厚常超过25mm,甚至达到100mm以上。为此,设备采用大功率数字化焊接电源,额定输出电流高达500A,并具备100...
-
 广东暖气管管法兰专机焊接机
发布时间:2026.01.30
广东暖气管管法兰专机焊接机
发布时间:2026.01.30
该专机将焊接工艺规划从依赖操作者经验的领域,转化为基于三维模型与规则的数字化智能过程。用户只需将工件的三维CAD模型及接头坡口尺寸导入软件,系统即可自动进行焊接任务分解。软件内核的智能算法会综合考虑接...
-
 安徽管三通管法兰专机生产厂家
发布时间:2026.01.30
安徽管三通管法兰专机生产厂家
发布时间:2026.01.30
在诸如建筑钢结构预埋管、标准阀门组等单一规格产品的大规模制造中,为了突破单焊炬焊接的效率瓶颈,可以定制开发多焊炬同步焊接管法兰专机。该设备在同一个龙门架或机器人驱动单元上,并行安装两套或更多套单独的焊...
-
 湖南自动管板焊接机生产厂家
发布时间:2026.01.29
湖南自动管板焊接机生产厂家
发布时间:2026.01.29
管道自动焊接机作为规模化管道施工的设备,其价值在于通过预设程序精细控制焊接参数,大幅提升长距离管道施工的焊接一致性。在长输油气管道、城市供水供热管网等工程中,单段施工里程可达数十甚至上百公里,涉及成百...
-
 山东封闭式全位置焊接机厂家直销
发布时间:2026.01.29
山东封闭式全位置焊接机厂家直销
发布时间:2026.01.29
在高速自动化焊接中,人工事后抽检已无法满足对薄管焊接“零缺陷”的追求。集成化的在线视觉检测系统如同一个不知疲倦的“质检员”。该系统通常由一个高分辨率工业相机和特定的LED环形光源或激光线光源组成,安装...
-
 安徽碳钢油管法兰专机焊接电源
发布时间:2026.01.29
安徽碳钢油管法兰专机焊接电源
发布时间:2026.01.29
压力容器上接管、人孔、支腿与壳体的连接焊缝是空间复杂的马鞍形曲线(相贯线),其轨迹随管径比变化,手动焊接难度极高。本专机采用高自由度焊接机器人,并集成激光视觉跟踪系统。机器人首先沿理论相贯线轨迹进行扫...
-
 安徽钛合金管法兰专机工厂
发布时间:2026.01.29
安徽钛合金管法兰专机工厂
发布时间:2026.01.29
焊接弯头(如90°或45°弯头)与法兰的连接焊缝是管道预制中的技术难点,因为两者的中心轴线存在夹角,使得焊缝成为一个空间曲线,且熔池因重力影响在圆周不同位置的行为各异。管弯头管法兰专机为此类工况专门设...
-
 上海管板焊接机价格
发布时间:2026.01.29
上海管板焊接机价格
发布时间:2026.01.29
面对材料(碳钢、不锈钢、合金钢、有色金属)、规格(管径、壁厚、管间距)、焊接标准(如ASME Section IX)各不相同的管板产品,全自动管板焊接机内置了强大的工艺参数数据库管理系统。工程师或工艺...
-
上海哪家好用焊接机如何更换夹具
发布时间:2026.01.29
在超纯水(UPW)系统焊接中,焊缝色泽是衡量其纯净度和耐腐蚀性的直观标志。理想的焊缝应呈现光亮的银白色,这表明在焊接高温下,金属未被氧气、氮气污染。为实现这一点,专机采用99.999%的高纯氩气作为保...
-
 广州管板焊接机价格
发布时间:2026.01.29
广州管板焊接机价格
发布时间:2026.01.29
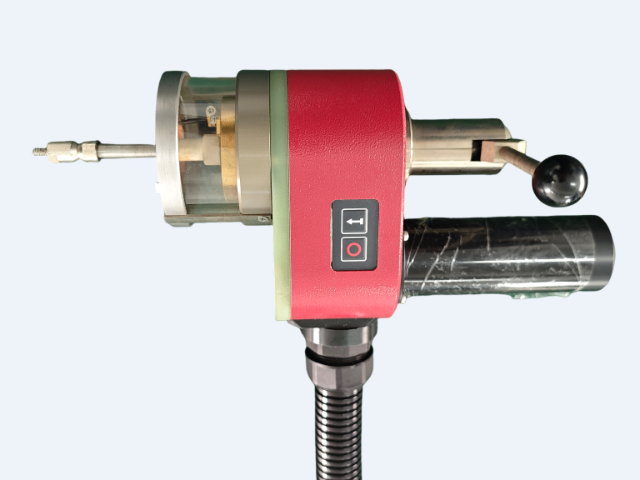
深孔焊接的成功关键在于焊枪在深远孔道内的行进稳定性与末端定位精度。本设备采用经过特殊设计和处理的超长焊枪组件,其具备优异的抗弯刚性和导电导热性能,即使在长达数百毫米的悬伸状态下,也能有效抑制由电磁力、...
-
山东智能不锈钢管焊接机操作
发布时间:2026.01.29
焊接过程中产生的微小飞溅或氧化物颗粒如果落入管道内,将成为不可接受的污染源。卫生管道焊机集成了焊道清洗与吹扫单元。通常在每一道焊缝完成(或特定层数后),一个可移动的喷嘴会自动移动到焊道上方,喷射食品级...
-
 山东碳钢焊接机如何更换夹具
发布时间:2026.01.29
山东碳钢焊接机如何更换夹具
发布时间:2026.01.29
卫生管道的主流材料是316L碳奥氏体不锈钢,其极低的碳含量(≤0.03%)有效降低了焊接热影响区因碳化铬析出导致的晶间腐蚀风险。904L是一种高钼含量的超级奥氏体不锈钢,耐蚀性更强,用于更苛刻的环境。...
-
 安徽化工管板焊接机报价
发布时间:2026.01.29
安徽化工管板焊接机报价
发布时间:2026.01.29
传统管板焊接高度依赖焊工的技术水平和状态,培养一名合格的高级焊工周期长、成本高,且人员流动性可能带来质量波动。全自动管板焊接机通过将成熟的焊接工艺知识固化为设备可执行的数字程序,将“人的技能”转化为“...
-
上海全位置焊接机如何更换夹具
发布时间:2026.01.28
现场应用的突出挑战在于可达性。为此,开启式管焊机在保证功能的前提下,一致追求轻量化。主体框架采用度航空铝合金或复合材料,关键部件集成化设计,使标准配置的整机重量控制在25公斤以下,并可分解为2-3个更...
-
 广州氩弧焊管法兰专机教程
发布时间:2026.01.28
广州氩弧焊管法兰专机教程
发布时间:2026.01.28
该专机为解决Ⅲ/Ⅳ型氢气储罐内胆薄壁(通常2-4mm)不锈钢或铝合金的长焊缝焊接难题,集成了先进的热丝TIG技术。其原理是在传统TIG电弧旁,通过单独的预热电源对填充焊丝进行电阻预热,使其在送入熔池前...
-
 广州管道安装管板焊接机工厂
发布时间:2026.01.28
广州管道安装管板焊接机工厂
发布时间:2026.01.28
火电厂换热器管板接头在高温下长期服役,承受持续的蠕变载荷。其长期稳定性(通常要求设计寿命20万小时以上)不仅取决于材料本身,更取决于焊接接头的蠕变性能。专机所采用的焊接工艺,必须经过详尽的焊接工艺评定...
-
山东空调管焊接机
发布时间:2026.01.28
在电力、石化行业的仪表阀门管嘴、精细化工微型反应器、换热器等设备中,存在大量小口径、薄壁、要求零泄漏的精密套管接头。针对此,本专机可选配电弧极其稳定的微束等离子焊接头或热丝TIG焊接头。微束等离子弧在...