-

 陕西暖气管管法兰专机配件
发布时间:2025.12.25
陕西暖气管管法兰专机配件
发布时间:2025.12.25
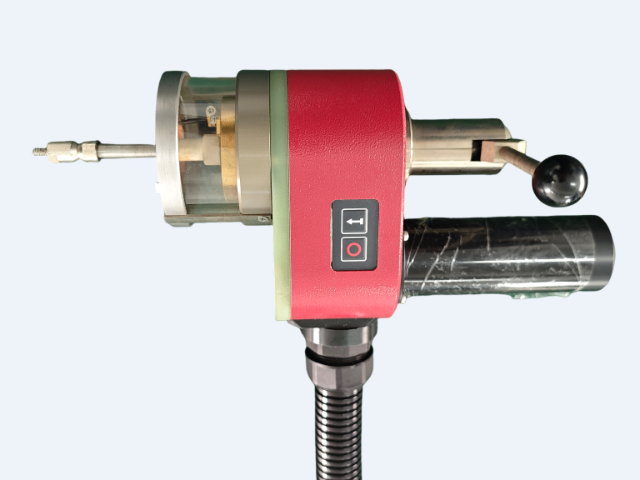
该设计采用快换接口系统,包含电气接口(动力线、控制线)、气路接口(保护气、冷却气)和水路接口(进出水)的集成化连接。所有接口均采用航空插头式设计,具有防错插结构,操作人员只需旋转120°即可完成锁定。...
-
 四川博尔勒管板焊接机配件
发布时间:2025.12.25
四川博尔勒管板焊接机配件
发布时间:2025.12.25
在长时间的自动化焊接过程中,焊枪喷嘴内壁会逐渐积累飞溅物,影响保护气流场;导电嘴可能因磨损或粘附物导致送丝不畅;MIG/MAG焊时焊丝端部可能形成球状需修剪。为此,全自动设备集成了自动清焊炬剪丝站(A...
-
 无锡水管焊接机租赁
发布时间:2025.12.24
无锡水管焊接机租赁
发布时间:2025.12.24
手工焊接厚壁管道,工艺规划复杂,极易出错。本设备的智能多层多道系统将此过程自动化、智能化。用户只需输入坡口形式、壁厚、材质等基本信息,系统软件即可基于内置的**规则库和热力学模型,自动生成比较好的焊道...
-
 西安圆管焊接机租赁
发布时间:2025.12.24
西安圆管焊接机租赁
发布时间:2025.12.24
大口径供水管道通常采用埋地或地面固定安装,焊接时管道无法旋转,存在大量的横焊、立焊和仰焊固定口。全位置自动焊接系统由柔性轨道、爬行小车、控制系统和焊接电源组成。轨道可磁吸或链条紧固在管道上,适应不同管...
-
 排水管管法兰专机配件
发布时间:2025.12.24
排水管管法兰专机配件
发布时间:2025.12.24
设备采用全封闭正压设计,机柜内部维持200Pa微正压,防止易燃易爆气体侵入。所有电气元件符合ATEX防爆认证,接线箱采用浇封型防爆结构,运动机构配备无火花制动器。关键电子板卡涂覆三防漆层,并通过85℃...
-
 上海储罐管法兰专机地址
发布时间:2025.12.23
上海储罐管法兰专机地址
发布时间:2025.12.23
为了降低对焊接工人个人经验的依赖,实现焊接工艺的标准化与可复制性,先进的管法兰专机通常预置了庞大的焊接工艺数据库(WPS库)。该库基于大量工艺试验与生产验证数据构建,收录了针对不同标准材料(如Q235...
-
 无锡快速薄管焊接机电话
发布时间:2025.12.23
无锡快速薄管焊接机电话
发布时间:2025.12.23
卫生管道的主流材料是316L碳奥氏体不锈钢,其极低的碳含量(≤0.03%)有效降低了焊接热影响区因碳化铬析出导致的晶间腐蚀风险。904L是一种高钼含量的超级奥氏体不锈钢,耐蚀性更强,用于更苛刻的环境。...
-
 安徽密封罐管法兰专机焊接机
发布时间:2025.12.23
安徽密封罐管法兰专机焊接机
发布时间:2025.12.23
奥氏体不锈钢焊接时,若焊缝在450-850℃的“敏化温度区间”停留时间过长,碳化物会在晶界析出,导致晶间腐蚀抗力急剧下降。传统焊接难以精确控制此区间的冷却速度。本专机的冷却速率调控模块,在焊枪后方安装...
-
 西安封闭式法兰焊接机厂家直销
发布时间:2025.12.22
西安封闭式法兰焊接机厂家直销
发布时间:2025.12.22
波纹管壁厚极薄(0.1-0.5mm),焊接时熔池表面张力难以对抗重力,极易发生塌陷、烧穿。柔性仿形铜衬垫是解决此问题的经典方案。该衬垫由高导热率的紫铜或铍铜制成,其接触面精密加工成与波纹管外波形完全吻...
-
 广东电站换热器焊接机教学
发布时间:2025.12.22
广东电站换热器焊接机教学
发布时间:2025.12.22
在高寒地区或用于承受高内压、高水锤压力的供水管道,常采用强度低合金钢(如X60, X70, X80)。这类钢材焊接时比较大的风险是氢致延迟冷裂纹。焊机为此集成了一套完整的抗裂解决方案:首先,采用低氢焊...
-
 江苏冰箱管焊接机出租
发布时间:2025.12.22
江苏冰箱管焊接机出租
发布时间:2025.12.22
即使实现了光亮焊,焊接接头区域的内壁粗糙度(Ra值)仍可能略高于经过抛光的母材管。为了达到超高的卫生标准(如Ra ≤ 0.5 μm),部分专机集成了焊后内壁处理模块。电解抛光(EP)是通过电化学方法选...
-
 陕西全自动智能管法兰专机公司
发布时间:2025.12.22
陕西全自动智能管法兰专机公司
发布时间:2025.12.22
面对不锈钢、双相钢、镍基合金等对氧化、热输入极度敏感的特种材料法兰焊接,氩弧焊(GTAW)管法兰专机提供了近乎完美的解决方案。该专机采用高纯度氩气或根据材料特性定制的氩-氢、氩-氦混合气体作为保护介质...
-
 江苏暖气管管法兰专机教程
发布时间:2025.12.21
江苏暖气管管法兰专机教程
发布时间:2025.12.21
对于超厚壁管道(如核电主管道、重型化工管道),传统V型或U型坡口需要填充的金属体积巨大,导致焊接周期长、变形大、材料成本高。本专机基于窄间隙焊接(Narrow Gap Welding)理念设计,采用特...
-
 全自动管板焊接机生产厂家
发布时间:2025.12.21
全自动管板焊接机生产厂家
发布时间:2025.12.21
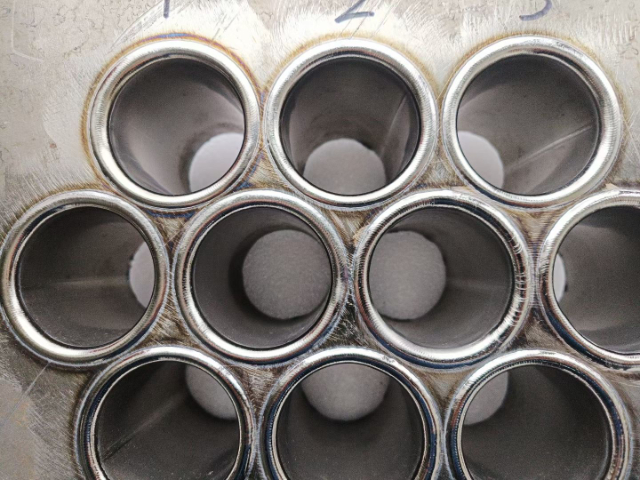
冷凝管通常为薄壁(壁厚可能0.5-1mm),而管板则相对厚重。焊接时,热量会迅速向厚大的管板传导,导致薄壁管侧熔化不足(未熔合);反之,若热输入稍大,又极易将薄壁管烧穿。这是一对矛盾的控制难题。焊接机...
-
 西安小型焊接机调试电流
发布时间:2025.12.21
西安小型焊接机调试电流
发布时间:2025.12.21
对于宽坡口,大摆幅摆动是保证侧壁熔合的关键。本设备焊枪集成高性能伺服摆动器,比较大机械摆幅可达30mm,且摆动频率、两端停留时间可精细编程。在智能系统的控制下,摆动参数可根据不同焊道的位置和需求动态调...
-
 江苏换热器管焊机源头厂家
发布时间:2025.12.21
江苏换热器管焊机源头厂家
发布时间:2025.12.21
锅炉换热器管板焊接机并非通用设备,而是针对该特定行业工况深度定制的专业解决方案。锅炉换热器管板常采用低合金高强钢(如SA-387 Gr.11/22)、不锈钢(如SA-240 TP304/316)或复合...
-
 湖南工程安装管板焊接机价格
发布时间:2025.12.21
湖南工程安装管板焊接机价格
发布时间:2025.12.21
为追求效率,全自动管板焊接机常采用多工位或双机头设计。例如,在一个回转工作台上安装多个管板夹具,当一个工位在焊接时,另一个工位可进行工件的装卸,实现焊接与上下料的并行作业,消除等待时间。或者,采用两个...
-
 浙江暖气管管法兰专机焊接机
发布时间:2025.12.21
浙江暖气管管法兰专机焊接机
发布时间:2025.12.21
对于厚板双面焊,在完成正面多道焊接后,需对背面进行清根处理,传统方法劳动强度大、质量不稳定。本专机将窄间隙焊与智能化清根融为一体。正面焊接采用窄间隙坡口和自适应摆动焊枪,减少填充量。焊接完成后,专机或...
-
 自熔管焊机生产厂家
发布时间:2025.12.21
自熔管焊机生产厂家
发布时间:2025.12.21
在大型化工换热器、电站冷凝器及某些特定类型的反应器中,出于提高承压能力、增加介质流程或结构设计的需要,管板往往设计得非常厚重,形成深孔结构。此类设备的管板焊接接头数量庞大,且对密封性和强度要求极高。深...
-
 西安不锈钢工业焊接机维修
发布时间:2025.12.21
西安不锈钢工业焊接机维修
发布时间:2025.12.21
焊接不锈钢、镍基合金、钛合金等活性金属套管时,焊缝金属在高温下极易与空气中的氧、氮发生反应,导致脆化、耐腐蚀性下降。本专机的双通道气体保护系统为此提供了双重保障。-路为主保护气,从焊枪喷嘴流出,覆盖电...
-
山东封闭式法兰焊接机如何更换钨棒
发布时间:2025.12.21
高速旋转电弧技术是针对薄壁管,特别是小直径薄壁管对接焊的性方案。其原理是将钨极或熔化极(焊丝)作为电极,在电机驱动下围绕自身轴线高速旋转(转速可达3000-10000转/分钟)。旋转的电弧不再是一个静...
-
 青岛电站换热器焊接机维修
发布时间:2025.12.21
青岛电站换热器焊接机维修
发布时间:2025.12.21
对于无法旋转的固定管道(如墙面、框架上的管廊),开启式管焊机依赖其组件:柔性轨道与智能爬行小车。柔性轨道通常由强度铝合金链节或柔性磁轨构成,可紧密贴合在管道外壁并固定,形成一条精确的环形引导路径。爬行...
-
 福建冷凝器管板焊接机焊接技巧
发布时间:2025.12.20
福建冷凝器管板焊接机焊接技巧
发布时间:2025.12.20
在管道预制、安装与修复中,V型、Y型或U型等开启式坡口是厚壁管焊接的常见形式。传统的自动焊可能对坡口加工精度和组对间隙要求严苛。全位置开启式加丝焊接技术,则专门针对这种开放的坡口几何形态进行了优化。其...
-
江苏钢管管法兰专机工厂
发布时间:2025.12.20
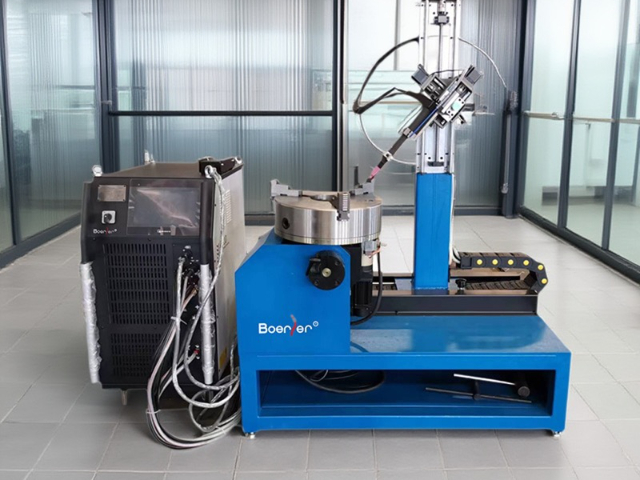
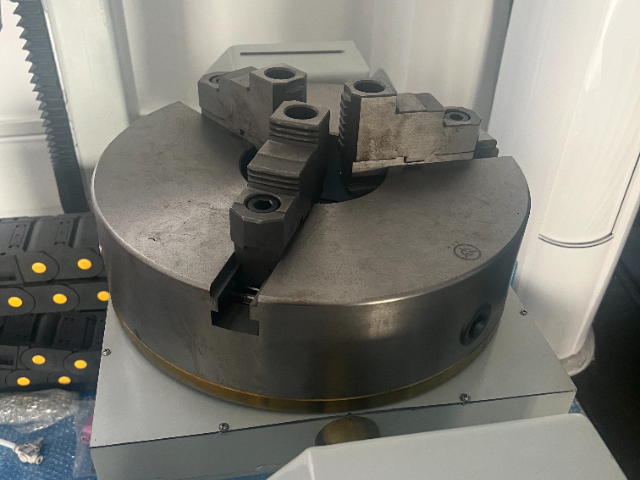
工装夹具的设计是管法兰专机高效稳定运行的关键保障。设备配备的自定心三爪或四爪卡盘,具有高同心度与大夹持力,可快速将不同外径的管道或法兰固定,并确保其轴线与变位器回转中心严格重合。与之联动的头尾架变位器...
-
 江苏焊接机维修
发布时间:2025.12.20
江苏焊接机维修
发布时间:2025.12.20
卫生级管道安装空间复杂,存在大量的水平固定焊(2G)、垂直固定焊(5G)和倾斜固定焊(6G)等全位置焊缝。全自动焊机通过轨道式爬行小车或机械手,携带焊枪沿管道环缝精确运动。其控制系统内嵌了全位置焊接参...
-
 江苏全自动圆管法兰焊接机管法兰专机
发布时间:2025.12.20
江苏全自动圆管法兰焊接机管法兰专机
发布时间:2025.12.20
针对电站锅炉、海洋平台、石油炼化等现场安装工况,管道位置固定、空间狭窄,大型设备难以进入。本专机采用模块化、轻量化设计,为一套高刚性但重量轻的环形轨道和智能爬行小车。轨道采用铝合金或复合材料制成,可灵...
-
 上海暖气管管法兰专机焊机
发布时间:2025.12.20
上海暖气管管法兰专机焊机
发布时间:2025.12.20
厚壁压力容器焊接涉及数十甚至上百道焊道,手工规划费时费力且非比较好。本专机搭载的智能规划软件,基于三维CAD模型和焊接工艺规则库,实现焊道排布的自动生成与优化。用户输入坡口尺寸、焊接层数、焊道尺寸等基...
-
青岛TIG-直流焊接机电话
发布时间:2025.12.20
对于壁厚较大的卫生管道(例如,用于高压力或高纯物料输送),传统V型坡口需要填充大量金属,导致热输入累积,对材料耐蚀性不利。窄间隙焊接(NGW)技术采用极窄的坡口(宽度可小至6-10mm),减少了填充金...
-
 广东水冷焊接机厂家直销
发布时间:2025.12.20
广东水冷焊接机厂家直销
发布时间:2025.12.20
套管的精细定位是保证焊接质量与结构强度的前提。该焊接机内置的液压或气动内胀式定位系统,由一组高精度同心卡爪构成。安装时,定位头深入套管内部,卡爪在控制下均匀径向膨胀,直至与套管内壁完全贴合并施加恒定的...
-
 西安高空焊接机出租
发布时间:2025.12.20
西安高空焊接机出租
发布时间:2025.12.20
在电力、石化行业的仪表阀门管嘴、精细化工微型反应器、换热器等设备中,存在大量小口径、薄壁、要求零泄漏的精密套管接头。针对此,本专机可选配电弧极其稳定的微束等离子焊接头或热丝TIG焊接头。微束等离子弧在...