新闻中心 - 宝利苏迪焊接技术(上海)有限公司
-
 浙江开放式管焊机全自动管道焊机窄间隙焊机
浙江开放式管焊机全自动管道焊机窄间隙焊机轨道式冷丝TIG焊接对于要求高质量的标准应用已经足够,但与其他弧焊工艺相比,TIG工艺的熔敷率相对较低(0.15-0.5kg/h)。为了提高工艺效率,有必要使用热丝TIG和/或窄间隙坡口工艺。使用热丝...
发布时间:2025.09.27 -
 广西自动管焊机全自动管道焊机管管焊接设备
广西自动管焊机全自动管道焊机管管焊接设备管道自动焊机MUIV可配合自动管管焊接电源P6使用:宝利苏迪自动TIG焊接电源P6与所有Polysoude焊接机头兼容,特别适用于带有弧压控制和焊炬摆动控制的焊接机头。优点:自动化焊接工艺编程,拥有智...
-
 辽宁厚壁管全自动管道焊机窄间隙焊接
辽宁厚壁管全自动管道焊机窄间隙焊接轨道式冷丝TIG焊接对于要求高质量的标准应用已经足够,但与其他弧焊工艺相比,TIG工艺的熔敷率相对较低(0.15-0.5kg/h)。为了提高工艺效率,有必要使用热丝TIG和/或窄间隙坡口工艺。使用热丝...
-
 陕西现场全自动管道焊机窄间隙焊机
陕西现场全自动管道焊机窄间隙焊机结合窄间隙工艺与热丝工艺当然能获得效率的大幅提高。与冷丝、大坡口的TIG焊相比,其生产效率能提高7/9。这一焊接工艺主要用来焊接火电或核电厂的高压,高温管道。电站施工中,要求设备在任何时候都能稳定运作...
-
 云南自动TIG焊机全自动管道焊机摆动窄间隙焊机
云南自动TIG焊机全自动管道焊机摆动窄间隙焊机TIG窄间隙焊接,宝利苏迪POLYCAR焊接小车应用于平板/筒体直缝焊接,焊接时工件固定位置不动,热丝TIG窄间隙焊枪,装载在全位置重载Polycar小车上使用,配合直线导轨,实现大型平板直缝窄间隙拼...
-
四川现场全自动管道焊机厂家
PC600焊接电源拥有丰富且安全的自主检测功能,其实时的状态会同时显示在远程控制手柄以及POW焊接编程软件中,以供操作者查看它的状态。宝利苏迪能够提供标准化的PC600焊接电源操作手册,充分支持现场的...
-
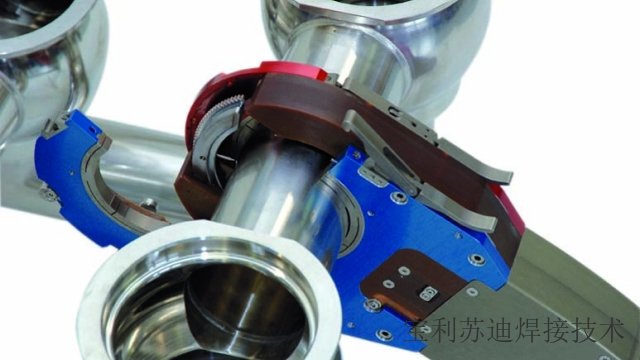
 湖北自动管管焊机全自动管道焊机窄间隙焊机
湖北自动管管焊机全自动管道焊机窄间隙焊机宝利苏迪POLYSOUDE标准开放式冷丝TIG管管机头MUIV,焊炬角度根据需要可在45°范围内进行调节,用于焊接法兰角焊缝。焊接采用全位置形式,机头固定夹持在直管管件上,工件固定,机头焊矩带动钨极旋...
-
 江西合金管全自动管道焊机
江西合金管全自动管道焊机宝利苏迪拥有合适的焊接工艺,“大坡口”的焊接工艺十分灵活。用在冷丝TIG焊的焊前准备一般采用V型或J型坡口。当壁厚不超过20mm时采用摆动及单焊道焊接方法。使用“大坡口”进行焊接的优点在于可以满足不同...
-
 江西热丝TIG焊机全自动管道焊机厂家
江西热丝TIG焊机全自动管道焊机厂家宝利苏迪厚壁管全位置管道自动焊机,自动氩弧焊机POLYCAR根据焊接工艺有下列几种形式可用:TIG冷丝,TIG热丝,MIG-MAG或等离子。该自动管焊机头可调整适应于一种工艺或几种焊接工艺的组合。模块...
-
 辽宁开放式管焊机全自动管道焊机窄间隙焊接
辽宁开放式管焊机全自动管道焊机窄间隙焊接根据宝利苏迪公司60年积累的焊接工艺经验,在全位置TIG管道焊接中厚管及厚壁管的焊接工艺中,控制焊接热量输入至关重要,故开发了能够进行24区段分区的P6焊接电源。通过分区段(全位置焊接以360度为一周...
-
 气体管道自动焊机管管焊接设备
气体管道自动焊机管管焊接设备宝利苏迪POLYSOUDE洁净管道焊机MW,卫生级管道焊机MW可应用于食品饮料行业的生产设备制造(例如灌装设备,水处理设备等)以及现场安装工程中。 食品、饮料、乳制品行业拥有大量管道系统,这些管道...
