-

 陕西智能设备全生命周期管理多少钱
发布时间:2025.08.04
陕西智能设备全生命周期管理多少钱
发布时间:2025.08.04
设备全生命周期管理系统在采购环节实现了从需求提出到合同执行的全程数字化管理。系统内置智能采购引擎,能够基于历史采购数据、市场行情和供应商绩效(包括交货准时率、产品质量评分、售后服务响应速度等维度)自动...
-
 福建通用设备全生命周期管理公司
发布时间:2025.08.03
福建通用设备全生命周期管理公司
发布时间:2025.08.03
协同工作,提高管理效率:设备全生命周期管理系统支持与企业其他管理系统的集成,如ERP、MES等,实现信息的共享和协同工作。通过系统集成,管理者可在一个平台上查看和管理设备的所有信息,包括采购、库存、生...
-
 重庆通用设备全生命周期管理
发布时间:2025.08.03
重庆通用设备全生命周期管理
发布时间:2025.08.03
现代设备管理系统已从应用发展为工业互联网平台的重要组成部分。系统通过OPC UA、MQTT等标准协议与各类工业设备互联,构建了设备数字孪生体。这些实时数据通过边缘计算节点处理后上传至云端,与企业ERP...
-
 专业的设备全生命周期管理平台
发布时间:2025.08.02
专业的设备全生命周期管理平台
发布时间:2025.08.02
制造业案例:某大型制造企业引入设备全生命周期管理系统后,实现了设备管理的升级。通过系统的实时监控和智能化维护计划,该企业的设备故障率降低了30%,维护成本降低了20%;同时,设备的使用效率提高了15%...
-
北京制造业设备全生命周期管理公司
发布时间:2025.08.02
传统设备管理模式下,设备信息分散在各个部门,形成信息孤岛,导致管理效率低下,决策缓慢。设备全生命周期管理系统通过集成物联网、大数据、云计算等先进技术,打破了这一壁垒,实现了设备信息的集中管理和共享。无...
-
 临沂手机设备全生命周期管理app
发布时间:2025.08.01
临沂手机设备全生命周期管理app
发布时间:2025.08.01
设备全生命周期管理系统的实施不仅是一项技术升级,更是企业数字化转型的组成部分。该系统通过打破信息孤岛,实现了设备数据在企业各部门间的无缝流动,为管理层提供了前所未有的决策支持能力。从战略层面看,系统能...
-
 内蒙古智慧设备全生命周期管理平台
发布时间:2025.08.01
内蒙古智慧设备全生命周期管理平台
发布时间:2025.08.01
设备全生命周期管理系统通过采集和分析设备运行过程中的大量数据,为企业提供了的数据支持和决策参考。管理者可根据数据分析结果,了解设备的运行状况、维护成本、使用效率等关键指标,发现存在的问题和不足,及时调...
-
辽宁通用设备全生命周期管理平台
发布时间:2025.08.01
设备管理系统的价值已超越单纯的资产管理,延伸到产品质量管理领域。系统通过监控设备工艺参数,确保生产过程处于受控状态。某制药企业将设备管理系统与质量管理系统对接,实时监控灭菌设备的温度、压力等关键参数,...
-
 天津智能化设备管理系统多少钱
发布时间:2025.07.31
天津智能化设备管理系统多少钱
发布时间:2025.07.31
设备全生命周期的智能化管理具体操作流程是一个复杂而精细的过程,它涵盖了设备的规划、采购、安装调试、运行维护、改造升级以及报废处理等各个阶段。以下是详细描述:一、规划与设计阶段:需求分析与目标设定:根据...
-
湖南移动端设备全生命周期管理企业
发布时间:2025.07.30
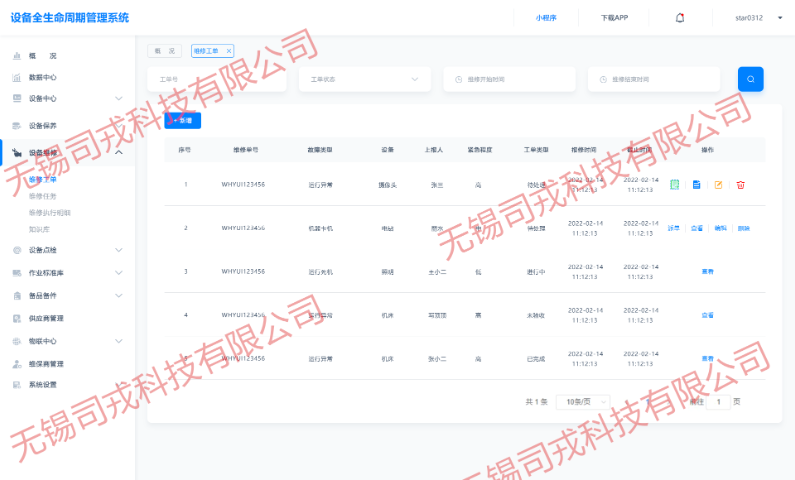
实施设备管理系统往往会引发企业组织架构和工作方式的深刻变革。传统的"救火式"维修模式转变为预防性、预测性维护体系,这要求企业建立专门的设备可靠性工程团队。系统提供的透明化数据打破了部门壁垒,使生产、维...
-
 河南智慧设备管理系统平台
发布时间:2025.07.30
河南智慧设备管理系统平台
发布时间:2025.07.30
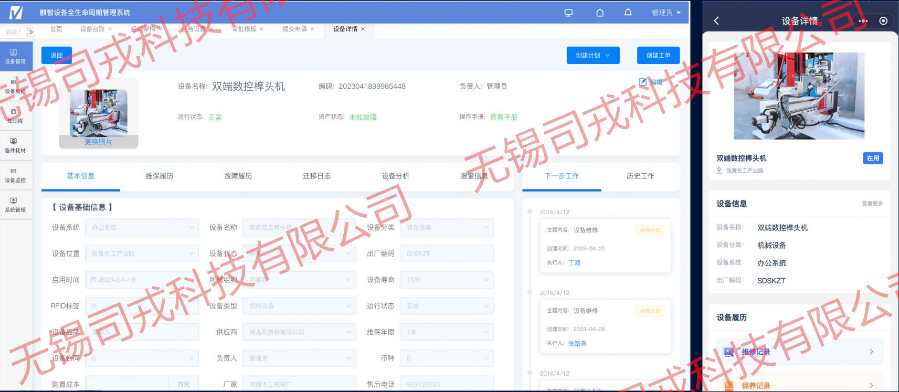
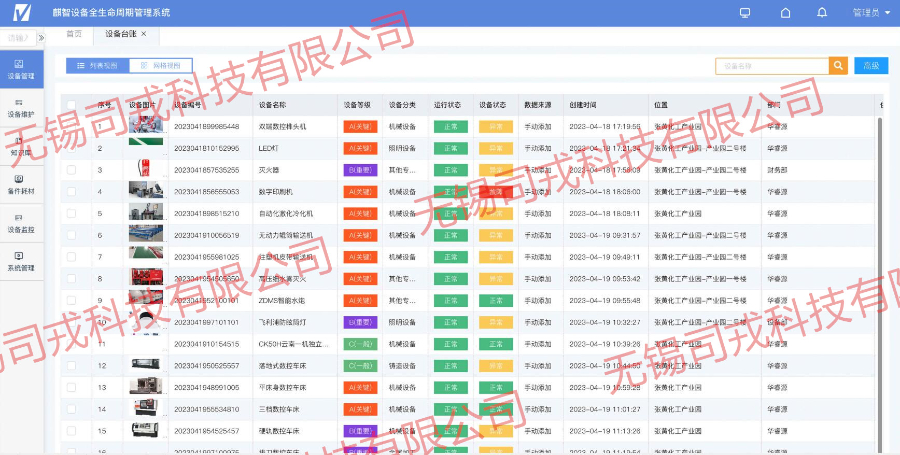
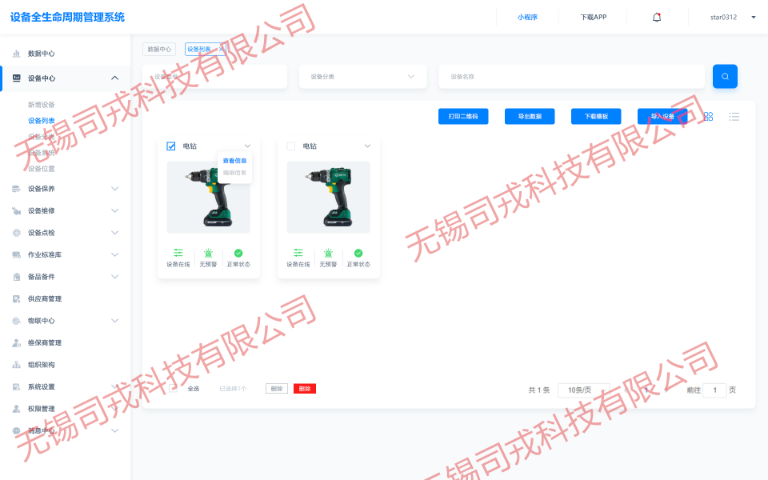
设备台帐是企业设备管理的基础,它详细记录了企业所有设备的基本信息、使用状况、维护历史等关键数据。司戎设备管理系统的设备台帐功能,通过信息化手段,将这些数据进行了系统化的整理与存储,使得企业能够轻松实现...
-
甘肃设备全生命周期管理价格
发布时间:2025.07.29
随着技术进步,设备管理系统正朝着更智能、更互联的方向发展。AI技术的深度应用将使系统具备自主决策能力,如自动调整设备参数以优化能效。数字孪生技术将实现设备状态的毫米级精确映射,支持远程诊断和虚拟调试。...
-
 安徽通用设备全生命周期管理企业
发布时间:2025.07.29
安徽通用设备全生命周期管理企业
发布时间:2025.07.29
设备全生命周期管理系统可对设备运行过程中产生的大量数据进行采集、分析和存储,为企业提供数据支持和决策参考。通过对设备故障率、维修成本、设备利用率等关键指标的分析,企业可了解设备的运行状况和管理效果,发...
-
临沂手机设备全生命周期管理多少钱
发布时间:2025.07.29
设备全生命周期管理系统涵盖了设备从采购、安装、使用、维护到报废的整个生命周期。在采购阶段,系统可根据企业的生产需求和预算,进行设备选型和供应商评估,确保采购到性价比高、质量可靠的设备。安装调试阶段,系...
-
天津智能化设备全生命周期管理企业
发布时间:2025.07.29
设备全生命周期管理系统的实施不仅是一项技术升级,更是企业数字化转型的组成部分。该系统通过打破信息孤岛,实现了设备数据在企业各部门间的无缝流动,为管理层提供了前所未有的决策支持能力。从战略层面看,系统能...
-
青海智能设备全生命周期管理多少钱
发布时间:2025.07.29
当设备达到经济寿命时,系统综合评估其残值、维修成本、技术淘汰风险等因素,给出报废/改造/转让建议。对于拟处置设备,系统自动匹配二手交易平台行情数据,生成估值报告。环保模块确保处置过程符合RoHS/WE...
-
 贵州企业设备全生命周期管理公司
发布时间:2025.07.28
贵州企业设备全生命周期管理公司
发布时间:2025.07.28
现代设备管理系统已突破企业边界,实现了与供应链的深度协同。系统自动生成的备件需求预测可以直接发送给供应商,实现JIT(准时制)供应。某飞机制造商通过系统与供应商共享发动机运行数据,使供应商能够预判维修...
-
 四川化工设备全生命周期管理价格
发布时间:2025.07.28
四川化工设备全生命周期管理价格
发布时间:2025.07.28
传统"坏了再修"的被动维护模式正在被设备管理系统推动的预测性维护所取代。系统通过机器学习算法分析设备运行数据,能够提前发现潜在故障。某国际机场的行李输送系统应用预测性维护后,突发故障减少75%,维护成...
-
江苏企业设备全生命周期管理平台
发布时间:2025.07.28
系统为每台设备建立数字身份证,整合技术参数、操作手册、保修条款等结构化数据。通过知识图谱技术,设备档案可关联同类设备的常见故障案例、维修方案,形成动态更新的知识库。用户可通过3D模型交互查看设备内部结...
-
内蒙古一站式设备全生命周期管理企业
发布时间:2025.07.28
智能化维护,降低维护成本:系统利用物联网、大数据、人工智能等先进技术,实现设备的智能化维护。通过传感器实时采集设备的运行数据,系统可对设备进行24小时不间断的监控,一旦发现设备运行异常,立即发出预警,...
-
中国台湾移动端设备全生命周期管理多少钱
发布时间:2025.07.28
众多企业通过引入设备全生命周期管理系统,实现了设备管理的升级与降本增效。某制造企业采用该系统后,设备故障率降低,生产效率提高了20%;预防性维护策略的实施,使得设备的使用寿命延长了15%。某能源公司通...
-
天津智慧设备管理系统平台
发布时间:2025.07.26
技术改造与升级评估:根据技术进步和生产需求的变化,对设备进行技术改造和升级评估。利用智能化评估系统对技术改造和升级方案进行模拟和预测,评估其可行性和效益。改造与升级实施:制定详细的改造和升级计划,包括...
-
海南小程序设备管理系统报价
发布时间:2025.07.26
监控功能实时显示:设备管理系统将采集到的数据实时显示在监控界面上,通常以图表、曲线等形式展示,让用户一目了然。报警功能:当监测到异常情况时,系统会及时发出警报,提醒用户注意并采取相应的措施。报警信息可...
-
 四川专业的设备管理系统哪家好
发布时间:2025.07.26
四川专业的设备管理系统哪家好
发布时间:2025.07.26
技术升级评估:评估新技术ROI,例如将传统电机替换为变频驱动以节能。改造评估与实施:通过FMEA分析改造风险,如机械结构强化或控制系统升级(PLC替换)。系统可辅助企业评估改造方案,确保改造效果。再制...
-
 聊城通用设备管理系统价格
发布时间:2025.07.26
聊城通用设备管理系统价格
发布时间:2025.07.26
需求分析:明确设备的用途、性能需求及产能目标,结合企业战略进行可行性研究。预算制定:综合购置、运维及潜在风险成本,进行全周期经济性评估。选型与设计:基于技术参数(如能耗、精度)、兼容性(现有系统集成)...
-
 西藏化工设备管理系统报价
发布时间:2025.07.26
西藏化工设备管理系统报价
发布时间:2025.07.26
设备全生命周期的智能化管理具体操作流程是一个复杂而精细的过程,它涵盖了设备的规划、采购、安装调试、运行维护、改造升级以及报废处理等各个阶段。以下是详细描述:一、规划与设计阶段:需求分析与目标设定:根据...
-
青海手机设备管理系统价格
发布时间:2025.07.25
全生命周期管理:从“分段管控”到“价值流优化”1.规划阶段:数据驱动的投资决策传统设备采购依赖经验判断,易导致产能过剩或技术代差。某钢铁企业通过设备管理系统建立“产能-能耗-维护成本”三维评估模型,对...
-
 威海智慧设备管理系统系统
发布时间:2025.07.25
威海智慧设备管理系统系统
发布时间:2025.07.25
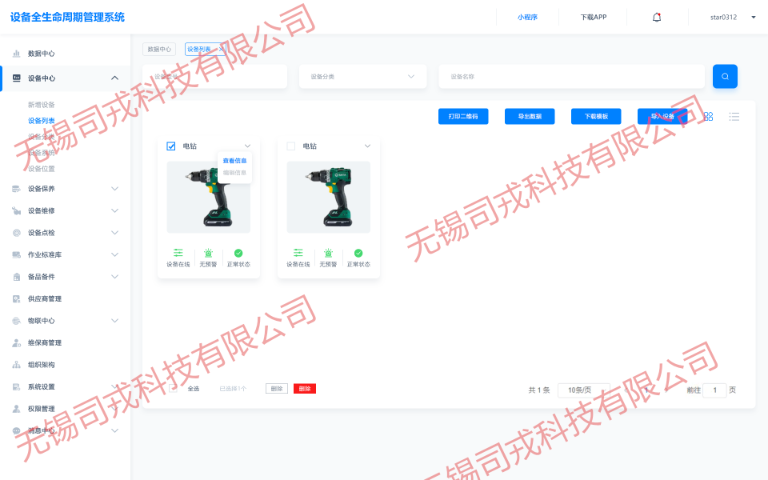
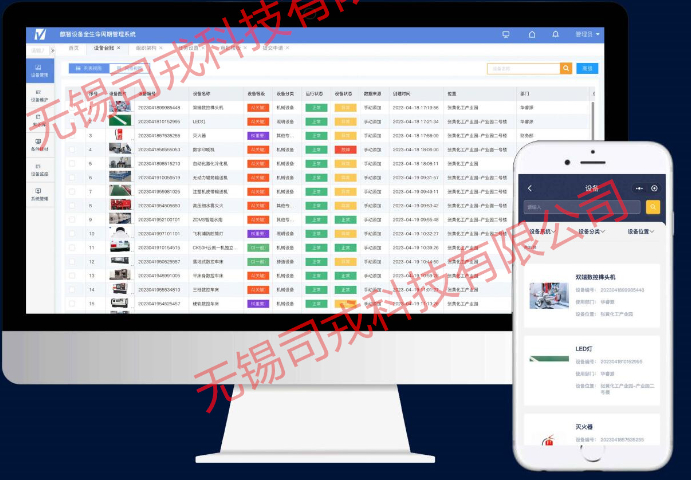
设备资产管理:详细记录设备的基本信息,如品牌、型号、序列号、采购日期等,以及设备的状态、使用寿命和维修记录。支持资产的条码或RFID标签管理,使设备的盘点和追踪更加便捷和高效。通过定期评估设备价值,计...
-
四川小程序设备管理系统app
发布时间:2025.07.25
提升生产效率与产品质量:通过优化设备管理和生产流程,提高生产效率,确保产品质量稳定可靠。增强企业市场竞争力,赢得客户信任。降低运营成本:通过降低设备故障率、维修成本和停机损失,降低企业整体运营成本。提...
-
菏泽智能设备管理系统企业
发布时间:2025.07.25
设备监控是设备管理系统的重点功能之一。传统的设备监控往往依赖于人工巡检和定期维护,这种方式不仅效率低下,而且难以及时发现潜在问题。我们的系统通过部署各类智能传感器,能够实时采集设备的运行参数,包括温度...