-

 上海凸轮轴QPQ
发布时间:2026.03.19
上海凸轮轴QPQ
发布时间:2026.03.19
QPQ表面处理技术可明显增强环境耐受能力。部件在使用过程中面临的环境复杂多样,包括高温高湿、粉尘侵蚀、化学介质接触等,普通处理的表面易因环境适应性不足出现性能衰减。QPQ处理形成的表面层结构致密且化学...
-
 深圳凸轮轴QPQ防腐
发布时间:2026.03.19
深圳凸轮轴QPQ防腐
发布时间:2026.03.19
QPQ液体氮化能增强介质的渗透效率。液体介质中含有高浓度的活性氮原子,且液体与零件表面的接触更充分,原子扩散阻力小,可加快氮原子向基体的渗透速度,缩短氮化处理时间。这种高效的渗透性能在保证氮化层质量的...
-
 不锈钢QPQ渗层
发布时间:2026.03.18
不锈钢QPQ渗层
发布时间:2026.03.18
工研所QPQ处理以后一般情况下工件表面粗糙度都稍有变化,即变得稍粗糙一些,但这种变化对绝大多数机械零件或机械产品来说是比较小的,既不影响使用,也不影响美观,因此一般零件都把QPQ处理技术作为结束的一道...
-
 成都石油QPQ服务费用
发布时间:2026.03.18
成都石油QPQ服务费用
发布时间:2026.03.18
曲轴QPQ处理可降低长期维护资源消耗。曲轴的维护涉及停机检修、部件更换等多项资源投入,普通处理因使用寿命有限会增加维护频率。QPQ处理通过全方面提升曲轴的耐磨性、抗腐蚀性和抗疲劳性,大幅延长了有效使用...
-
 重庆磨加工主动测量系统怎么卖
发布时间:2026.03.18
重庆磨加工主动测量系统怎么卖
发布时间:2026.03.18
在线磨加工主动测量仪有助于增强多设备协同加工效率。生产线中多台磨削设备的协同作业需要统一的基准和数据支撑,传统设备各自为战易出现加工一致性差的问题。在线主动测量仪可接入生产网络,实现多设备间的测量数据...
-
 重庆机车QPQ服务多少钱
发布时间:2026.03.17
重庆机车QPQ服务多少钱
发布时间:2026.03.17
深层QPQ技术在保障高性能的同时,更以突出的工艺经济性成为企业降本增效的关键助力。相较于传统表面处理工艺,该技术通过“一工艺替代两道工序”的优势,大幅简化了生产流程——无需分别进行热处理与防腐处理,既...
-
 成都凸轮轴磨加工主动测量仪怎么卖
发布时间:2026.03.17
成都凸轮轴磨加工主动测量仪怎么卖
发布时间:2026.03.17
磨加工主动测量仪可降低整体生产成本。传统加工方式因尺寸超差导致的废品率较高,且停机测量会延长生产周期,增加时间成本。主动测量仪通过实时监控与动态调整,能至大限度减少废品产生,提高工件的合格率;同时,无...
-
 上海工具QPQ技术服务
发布时间:2026.03.16
上海工具QPQ技术服务
发布时间:2026.03.16
QPQ表面处理能提高与其他工艺的兼容性。部件生产过程中往往需要经过多种加工工艺,普通表面处理可能与其他工艺存在矛盾,影响整体生产流程。QPQ处理可与铸造、锻造、机加工等多种前期工艺良好兼容,处理后无需...
-
 汽车QPQ作用
发布时间:2026.03.16
汽车QPQ作用
发布时间:2026.03.16
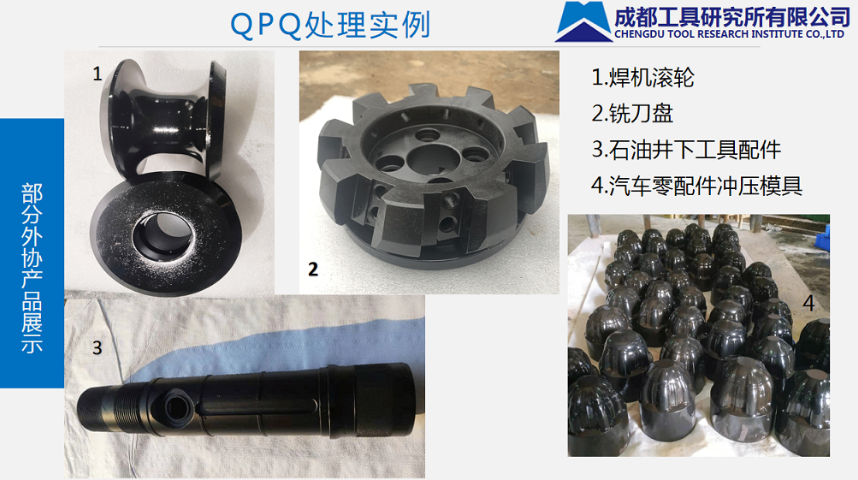
深层QPQ技术凭借全方面的性能优势,已成功拓展至几十个行业,成为跨领域精密制造的“表面强化利器”。在汽车、摩托车行业,它为发动机曲轴、齿轮等关键部件提供耐磨抗蚀保障;纺织机械、轻工机械领域,其无变形特...
-
 四川外圆磨加工主动测量仪供应
发布时间:2026.03.15
四川外圆磨加工主动测量仪供应
发布时间:2026.03.15
磨加工主动测量仪能实时监控加工尺寸。在磨削过程中,工件尺寸会随着砂轮的切削不断变化,传统测量方式需停机后才能检测,无法及时掌握加工动态。主动测量仪通过高精度传感器与工件保持非接触或微接触状态,可在加工...
-
 四川高精度磨加工主动测量系统解决方案
发布时间:2026.03.15
四川高精度磨加工主动测量系统解决方案
发布时间:2026.03.15
成都工具所ZD系列主动测量系统在兼容性设计上充分考虑行业多样化的加工需求,实现了与不同类型加工设备、工艺的高效适配。无论是传统数控磨床、磨削设备,还是智能化生产线中的自动化磨削单元,该系统都能通过灵活...
-
 成都轴承主动量仪厂家推荐
发布时间:2026.03.14
成都轴承主动量仪厂家推荐
发布时间:2026.03.14
内孔磨加工主动测量仪可增强对复杂内孔结构的加工适配性。内孔结构多样,包括阶梯孔、盲孔、锥孔等,传统测量工具因结构限制难以适配复杂内孔的测量需求。内孔磨主动测量仪的传感器可根据内孔结构特点进行定制,如针...
-
高精度磨加工主动测量系统批发
发布时间:2026.03.14
内孔磨加工主动测量仪能提升内孔尺寸测量的精确度。内孔属于工件的隐蔽加工部位,传统测量方式难以深入孔内实时监测,易因测量偏差导致尺寸超差。内孔磨主动测量仪配备细长探针或非接触式传感器,可深入孔内与内表面...
-
 重庆主动量仪报价
发布时间:2026.03.14
重庆主动量仪报价
发布时间:2026.03.14
曲轴磨加工主动测量仪能保障曲轴轴颈尺寸的高精度控制。曲轴轴颈的尺寸精度直接影响与轴承的配合效果,传统磨削中因曲轴结构复杂,易出现轴颈尺寸偏差。主动测量仪通过测头实时接触或感应轴颈表面,持续采集直径数据...
-
四川轴承磨加工主动测量系统批发
发布时间:2026.03.14
轴承磨加工主动测量仪能保障轴承滚道尺寸的高度一致性。轴承滚道的尺寸精度直接影响轴承的装配性能和使用寿命,传统磨削加工中,因砂轮磨损、工件装夹偏差等因素,易导致滚道尺寸出现离散。轴承磨主动测量仪可实时监...
-
 成都高精度磨加工主动量仪厂家
发布时间:2026.03.14
成都高精度磨加工主动量仪厂家
发布时间:2026.03.14
磨加工主动测量仪能实时监控加工尺寸。在磨削过程中,工件尺寸会随着砂轮的切削不断变化,传统测量方式需停机后才能检测,无法及时掌握加工动态。主动测量仪通过高精度传感器与工件保持非接触或微接触状态,可在加工...
-
成都外圆主动测量仪供应
发布时间:2026.03.14
外圆磨加工主动测量仪有助于优化外圆磨削的进给模式。外圆磨削的粗磨与精磨阶段对进给速度和磨削量的要求不同,传统固定进给模式难以平衡效率与精度。主动测量仪根据实时采集的外圆初始直径和材料去除速率,自动划分...
-
 机械QPQ生产厂家
发布时间:2026.03.13
机械QPQ生产厂家
发布时间:2026.03.13
工研所的QPQ表面复合处理技术与传统的热处理方法相比,工研所的QPQ表面复合处理技术在处理过程中的零件不会发生形变,能够保持零件原有的形状和尺寸;QPQ技术生产效率高,可快速完成对零件的表面处理,这对...
-
浙江凸轮轴主动量仪
发布时间:2026.03.13
轴承磨加工主动测量仪有助于增强轴承磨削工艺的稳定性。轴承磨削涉及多道工序,各工序的工艺参数波动会累积影响产品质量,传统工艺控制依赖人工经验,稳定性较差。轴承磨主动测量仪通过连续采集各磨削工序的关键数据...
-
 重庆机床QPQ
发布时间:2026.03.13
重庆机床QPQ
发布时间:2026.03.13
QPQ热处理能优化表面性能的调控精度。表面性能的精确控制对于零件实现特定功能至关重要,普通热处理由于受加热方式、环境因素等影响,难以精确控制表面硬度、强化层厚度、耐磨性等关键参数,往往导致零件性能与设...
-
 四川QPQ哪家服务好
发布时间:2026.03.13
四川QPQ哪家服务好
发布时间:2026.03.13
汽车QPQ处理有助于增强零件间的配合精度。汽车内部零件众多,各零件间的配合精度对整车性能影响重大。QPQ处理能使零件表面形成均匀且稳定的硬化层,有效控制零件尺寸变化。在制造发动机的活塞与气缸套时,经Q...
-
 成都前插主动测量系统报价
发布时间:2026.03.13
成都前插主动测量系统报价
发布时间:2026.03.13
成都工具研究所有限公司磨加工主动测量系统,是国际先进磨加工在线测量技术与自主研发深度融合的成果。依托超过三十年在线检测产品的生产积淀,该系统在技术迭代中不断夯实关键竞争力——既吸收国际前沿测量技术的精...
-
 盐城航空航天QPQ防腐
发布时间:2026.03.13
盐城航空航天QPQ防腐
发布时间:2026.03.13
第2代QPQ技术——深层QPQ技术,在性能上实现了突破性升级,关键指标远超传统QPQ技术。其明显的突破在于化合物层深度的大幅提升,由原有技术的15-20微米跃升至30-40微米,部分场景下甚至可达到更...
-
 成都金属表面QPQ服务费用
发布时间:2026.03.13
成都金属表面QPQ服务费用
发布时间:2026.03.13
机车QPQ处理能提升部件对多样工况的适应力。机车运行的工况极为复杂,既有长时间高速行驶的高负荷状态,也有频繁启停的冲击,还有在潮湿、多尘、高湿度等恶劣环境中的运行情况,部件需要应对多种不同的挑战。QP...
-
 北京在线主动测量系统
发布时间:2026.03.12
北京在线主动测量系统
发布时间:2026.03.12
磨加工主动测量仪有助于减少人工干预。传统磨削加工依赖操作人员的经验进行尺寸判断和调整,不仅劳动强度大,还易因人为判断失误导致质量问题。主动测量仪实现了测量与调整的自动化,无需人工频繁停机测量和手动调整...
-
浙江化工QPQ服务报价
发布时间:2026.03.12
零件QPQ处理有助于拓宽应用场景范围。普通零件因性能限制,在高温、高压、高磨损或强腐蚀环境中难以稳定工作,应用场景受限。QPQ处理后的零件,凭借其高硬度、高耐磨性、强抗腐蚀性和良好的抗疲劳性,可适应更...
-
 武汉凸轮轴QPQ服务报价
发布时间:2026.03.12
武汉凸轮轴QPQ服务报价
发布时间:2026.03.12
QPQ盐浴能保障复杂件处理的均匀性。带有复杂结构的零件在盐浴处理中易出现局部处理不充分的问题,普通盐浴难以确保复杂部位的均匀接触。QPQ盐浴具有良好的流动性和浸润性,能充分包裹零件的凹槽、深孔、棱角等...
-
成都高精度主动测量仪哪家好
发布时间:2026.03.12
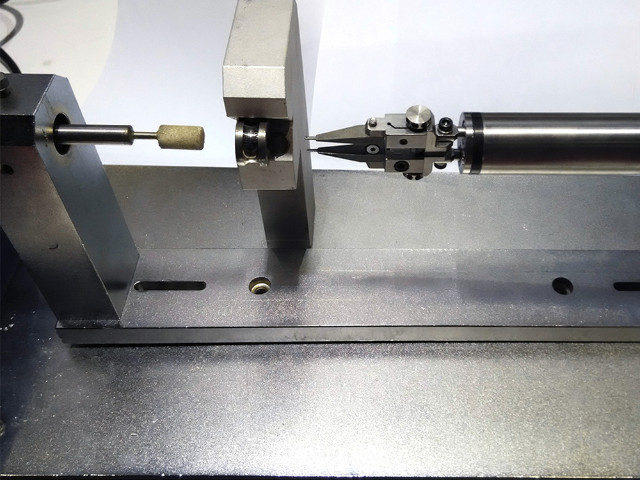
凸轮轴磨加工主动测量仪能保障凸轮型面的尺寸精度。凸轮型面的升程、曲率半径等参数直接影响配气机构的工作性能,传统磨削中因型面复杂易出现尺寸偏差。主动测量仪通过高精度轮廓传感器实时扫描凸轮表面,持续采集型...
-
成都内孔主动测量系统解决方案
发布时间:2026.03.12
曲轴磨加工主动测量仪能保障曲轴轴颈尺寸的高精度控制。曲轴轴颈的尺寸精度直接影响与轴承的配合效果,传统磨削中因曲轴结构复杂,易出现轴颈尺寸偏差。主动测量仪通过测头实时接触或感应轴颈表面,持续采集直径数据...
-
 前插主动测量仪采购
发布时间:2026.03.12
前插主动测量仪采购
发布时间:2026.03.12
曲轴磨加工主动测量仪有助于增强曲轴加工过程的稳定性。曲轴材料硬度高、磨削过程易受砂轮磨损、冷却液分布不均等因素影响,导致加工过程不稳定。主动测量仪通过连续记录磨削参数与尺寸变化的关系,建立动态模型,当...