新闻中心 - 上海盈蓓德智能科技有限公司
-
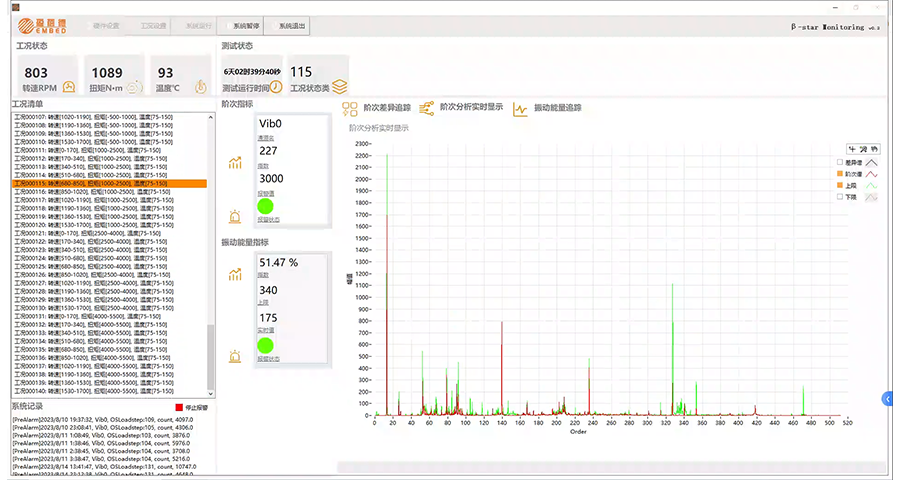 江苏寿命测试早期故障检测仪原理
江苏寿命测试早期故障检测仪原理选购智能装备故障检测仪时,用户往往关注设备的检测精度、适用范围以及数据处理能力。随着智能制造的不断推进,故障检测仪不*要能捕捉传统的振动和温度信号,更需要整合多传感器数据,实现对复杂机械系统的监测。选...
发布时间:2026.01.14








