商机详情 -
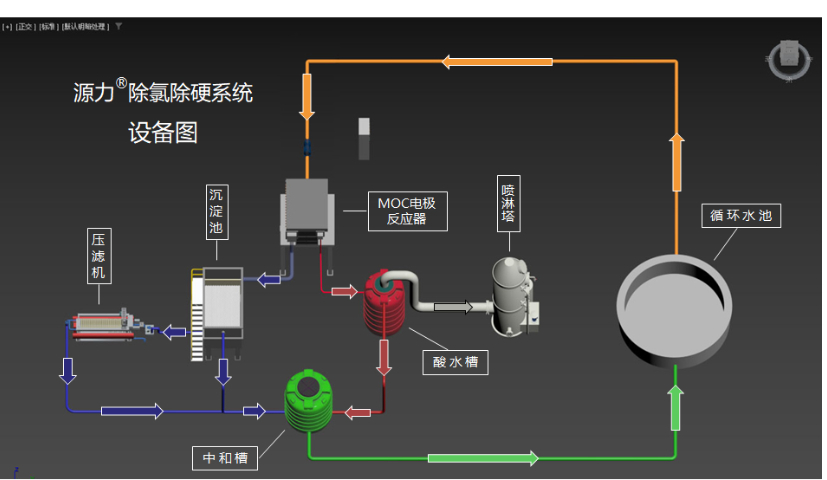
辽宁工业除氯除硬系统
氯离子是微生物生长的必需元素,其存在会明显加速硫酸盐还原菌(SRB)等腐蚀性菌群的繁殖。某炼油厂循环水系统在Cl⁻>400mg/L时,生物膜厚度增加3倍,垢下Cl⁻浓度可达本体水的20倍,造成碳钢设备点蚀速率高达3mm/a。更严重的是,常规杀菌剂对生物膜内菌群效果有限,必须配合物理清洗才能控制。
PVC材质冷却塔填料在Cl⁻>500mg/L的环境中,分子链中的C-Cl键会逐渐断裂,5年后抗拉强度下降40%。某电厂曾发生填料大面积坍塌事故,直接损失¥300万。虽然玻璃钢填料耐氯性更好,但成本是PVC的3倍,且安装维护要求更高。 高氯环境必须选用特种合金材料。辽宁工业除氯除硬系统

化学沉淀法通过投加金属离子与氯离子形成难溶盐实现去除。常用沉淀剂包括硝酸银(AgNO₃)、硫酸铜(CuSO₄)和石灰(Ca(OH)₂)。以银盐为例,反应Ag⁺ + Cl⁻ → AgCl↓的溶度积Ksp=1.8×10⁻¹⁰,理论上可使Cl⁻浓度降至0.01mg/L以下。某PCB厂采用分级沉淀工艺:先加CuSO₄去除80%氯离子(形成CuCl),再用AgNO₃深度处理,出水Cl⁻<5mg/L。但污泥中AgCl需通过氰反应浸出回收银,处理成本约¥120/m³。新型复合沉淀剂如[Ag(NH₃)₂]⁺可减少银用量30%,pH适应范围扩至4-10。北京源力循坏水除氯设备电吸附除氯能耗低,适合小规模。

通过蒸发和蒸馏的方法也可以从水或废水中对氯离子进行去除。在蒸发过程中,水会变成蒸汽上升,而氯化物等污染物则会留在剩余的液体中;蒸馏机械通过精确地控制温度等条件,能够几乎完全去除水中的氯化物。从蒸发和蒸馏过程中,可以获得高纯度的馏出物,蒸发器的维护需求相对膜系统来说较少,处理结果也较为稳定。但是,工业蒸发器的成本较高,能源消耗也很大,不过新型的 MVR 蒸发器能够使能耗减少 70%,在一定程度上缓解了能耗高的问题。
氯碱电解槽产生的尾气含Cl₂ 3-8%,传统采用两级碱洗(NaOH 15%):首级吸收率>99%,生成NaClO(pH>12),次级补充Na₂SO₃还原残余Cl₂。某企业改造为"碱洗-催化氧化"工艺,在CuO/γ-Al₂O₃催化剂(200℃)下将Cl₂转化为HCl回收,氯排放从50mg/m³降至1mg/m³以下。关键控制点是避免尾气中H₂浓度达易爆极限(4-75%),需安装在线红外分析仪。新型离子液体吸收剂(如[BMIM]PF₆)对Cl₂的亨利系数低至0.12kPa·m³/mol,吸收容量达传统碱液的3倍。氯酸盐副产物有毒,需额外处理。
利用热水器里剩余的水,或者用壶烧水,也能够实现除氯。在加热的过程中,氯气会受热分解并挥发出去。不过,使用热水器剩余水时,要注意水温是否合适;用壶烧水时,要注意水烧开后不要长时间保温,以免水中的其他成分发生变化,影响水质。
用空气泵连续打气一天,通过曝气的方式也可以达到除氯的目的。空气泵持续向水中注入空气,使水与空气充分接触,氯气会逐渐挥发出去。这种方法适用于大量水的除氯,比如泳池水的处理,虽然耗时较长,但是成本较低,操作也比较简单。 膜蒸馏耐高氯,但通量低、成本高。辽宁数据中心除氯设施
蒸发结晶除氯可实现零排放,但能耗大。辽宁工业除氯除硬系统
强碱性阴离子交换树脂(如Amberlite IRA-900)的季铵基团(-N⁺(CH₃)₃)对Cl⁻选择性系数达2.5,交换容量1.8-2.2eq/L。某热电厂循环水处理中,树脂柱在流速20BV/h时可将Cl⁻从1500mg/L降至50mg/L,但SO₄²⁻共存时会竞争吸附(选择性比SO₄²⁻:Cl⁻=9:1)。再生采用5%NaOH溶液,消耗量约为Cl⁻摩尔量的1.2倍。新型耐氧化树脂(如接枝聚乙烯亚胺)在余氯10mg/L环境下使用寿命延长至7年,但交换容量降低15%。实际运行需监控树脂溶胀率,温度超过40℃会导致交联结构破坏。辽宁工业除氯除硬系统