商机详情 -
上海市非标链轮定做厂家
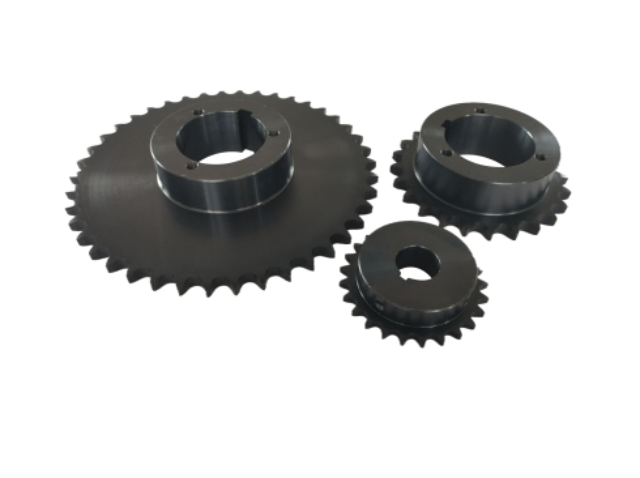
B 型链轮的安装与维护需注重啮合精度与工况适配,以保证传动效率和寿命。安装时需确保链轮与轴的同轴度≤0.1mm/m,多轴传动时链轮的平面度≤0.2mm/m,可通过百分表校准或激光对中仪检测。与链条的配合需保证侧隙适中(0.1~0.3mm),过大会导致冲击噪声,过小则易卡滞。张紧度调整以链条下垂量为参考,水平传动时下垂量为中心距的 2%~4%,垂直传动时≤1%,可通过张紧轮或调整轴间距实现。日常维护需定期(运行 200~500 小时)检查齿面磨损,当齿厚磨损量超过原尺寸的 10% 时需更换;每运行 100 小时补充润滑,采用锂基润滑脂(滴点≥120℃)或链条特用油,确保齿槽内充分润滑。在粉尘环境中需加装防尘罩,避免磨粒磨损;在潮湿环境中,需选用镀锌或不锈钢材质,并增加润滑频率,防止锈蚀卡涩。链轮齿面磨损超过 15% 需更换,避免跳齿。上海市非标链轮定做厂家
驱动链轮的传动特性需满足动力传递效率和稳定性要求。传动效率约 90%-95%,高于从动链轮,因主动传动时啮合更充分,且设计时需优化齿形以减少能量损耗。能适应一定范围的转速变化(通常 0-3000r/min),但高速运转时需控制动平衡误差(≤1g・cm),避免离心力导致振动。传递扭矩范围广,小型驱动链轮(如摩托车链轮)可传递 5-20N・m,大型驱动链轮(如输送机链轮)可传递 100-500N・m,扭矩大小由材料强度和齿形尺寸决定。因是主动啮合,齿面磨损均匀性比从动链轮好,但长期使用仍需关注齿顶和齿根的磨损状态。轴承链轮生产链轮传动可实现多轴联动,简化设备结构。

双排链轮通过两组平行齿排实现动力传递,相比单排链轮,其重心优势在于承载能力提升 50%~80%,且传动更平稳。两组齿排沿轮毂对称分布,节距与齿形参数完全一致,间距(排距)按链条型号标准化(如 08B 链条对应排距 9.525mm),确保与双排链条精细啮合。这种结构使载荷由双齿排分担,齿面接触应力降低 30%~40%,在输送机、工程机械等重载场景中尤为适用。例如,矿山刮板输送机采用双排链轮后,单套传动系统的拉力从 100kN 提升至 180kN,且因受力均衡,链轮寿命延长至单排结构的 1.5 倍。此外,双排设计可通过增加齿宽进一步提升承载能力,当齿宽为节距的 2.5~3 倍时,能应对短时过载(1.5 倍额定载荷)而不失效。
惰性链轮的重心功能是优化链传动系统性能,具体体现在三个方面。一是调整链条张紧度,通过改变自身安装位置(可沿滑轨移动),补偿链条因磨损产生的伸长(通常可补偿原长度的 2%-3%),避免链条松弛导致跳齿。二是改变传动方向,当主动链轮与从动链轮位置受限无法直接啮合时,通过 1-2 个惰性链轮可将链条传动方向改变 90°-180°,且不影响传动比。三是引导链条走向,在长距离链传动中,通过惰性链轮支撑链条下垂部分,减少链条因自重产生的晃动,使传动更平稳。此外,惰性链轮能增加链条与主动链轮的啮合齿数(增加 1-2 齿),降低单齿受力,延长主动链轮寿命。链轮传动比固定,不受载荷变化影响。

B 型链轮的材料选用需平衡强度与经济性,常用材质为碳素钢和合金钢,特殊工况下可选用不锈钢。45 钢是较常用的基础材料,适用于中等负载(传递功率 5~30kW)、转速≤1000r/min 的场合,经调质处理(硬度 220~250HB)后,齿面可通过高频淬火提升硬度至 45~50HRC,耐磨性满足一般工业需求。对于重载(功率 30~100kW)或冲击载荷场景(如矿山机械),需采用 40Cr 合金钢,经渗碳淬火后表面硬度达 58~62HRC,心部保持 25~35HRC 的韧性,使用寿命比 45 钢提升 2~3 倍。在食品、医药等洁净环境中,304 不锈钢 B 型链轮可避免锈蚀污染,虽强度略低(抗拉强度≥520MPa),但耐腐蚀性优异。材料需通过理化检测,确保抗拉强度≥600MPa(调质钢)、冲击韧性≥30J/cm²,避免使用过程中出现齿根断裂。链轮表面防锈处理,延长潮湿环境使用寿命。发动机链轮价格
链轮齿面粗糙度需低,减少链条滚子磨损。上海市非标链轮定做厂家
曲轴链轮的维护需结合发动机保养周期,重点关注齿面磨损和定位状态。日常保养时需检查正时链条张紧度,若链条松弛可能导致链轮啮合不良,加速齿面磨损;通过张紧器调整后,链条下垂量应控制在 1-3mm(对应中心距 100mm)。每行驶 6-8 万公里需拆检链轮,测量齿顶磨损量,若超过 0.1mm 或齿面出现点蚀,需及时更换(同时更换链条,避免新旧配合加剧磨损)。检查链轮与曲轴的连接状态,若发现定位台阶松动或键槽磨损,需修复曲轴轴颈或更换链轮,防止传动相位偏移。安装时需使用特用工具压装,避免敲击导致链轮变形,装配后需通过正时标记校准相位,确保误差不超过 ±1° 曲轴转角。上海市非标链轮定做厂家