商机详情 -
青岛市马达小齿轮厂家推荐
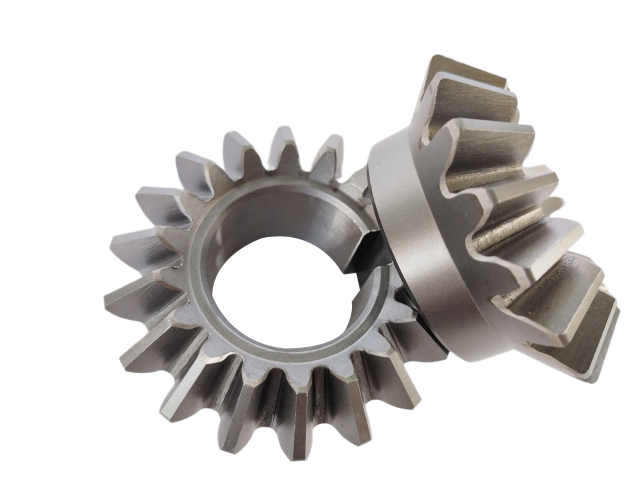
锥齿轮的精度参数与加工方式需匹配其结构特性,保证啮合质量。关键精度指标包括齿距累积误差(直齿≤0.03mm,螺旋齿≤0.02mm)、齿形误差(≤0.015mm)和接触斑点(沿齿长方向≥50%,沿齿高方向≥40%)。直齿锥齿轮可采用刨齿或铣齿加工,效率较高但精度多为 8~9 级;螺旋锥齿轮需用特用机床(如格里森机床)加工,通过展成法形成螺旋齿廓,精度可达 6~7 级,齿面粗糙度 Ra≤1.6μm。对于高精度场景(如航空发动机传动),需进行磨齿处理,使齿距误差控制在 0.005mm 以内,同时通过齿面修形补偿安装变形,确保接触区稳定。此外,锥齿轮的顶隙、侧隙需按传动需求精确计算,侧隙过小易卡滞,过大则冲击噪声增加。齿轮在电梯曳引机中,带动钢丝绳提升轿厢。青岛市马达小齿轮厂家推荐
非标齿轮在特殊工况中的结构创新往往超出传统齿轮范畴。为适应高温环境(如航空发动机附件传动),非标齿轮可采用空心齿结构,内置冷却通道,使齿面温度降低 30~50℃,同时通过齿根加厚(比标准设计增加 20%)抵消高温强度损失。在微型传动系统(如医疗内窥镜)中,非标齿轮的模数可小至 0.1mm,齿厚 0.05mm,需采用贵金属合金(如铂铱合金)保证加工性。针对振动冲击场景(如破碎机),非标齿轮常采用弹性齿圈结构,通过聚氨酯缓冲层吸收 30%~50% 的冲击能量,齿面则堆焊 WC-Co 合金提升耐磨性,使用寿命比钢齿轮延长 2~3 倍。北京市直齿轮定做厂家齿轮齿宽需匹配载荷,齿宽越大承载越强。

锥齿轮的应用场景与维护策略需结合其受力特点调整。在工程机械(如挖掘机回转机构)中,锥齿轮需承受双向冲击载荷,材料选用 20CrMnTi 渗碳淬火(表面硬度 58~62HRC,心部硬度 30~35HRC),并强化齿根圆角(半径≥0.8mm)以抵抗疲劳断裂。在精密仪器(如雷达转向机构)中,采用小模数(m=1~3mm)锥齿轮,搭配青铜或酚醛树脂材料,降低摩擦系数(≤0.08),提升传动平滑性。维护时需定期检查齿面磨损,当齿厚磨损量超过原尺寸的 10% 时需更换;润滑需选用极压齿轮油(如 GL-5 级),并保证充分润滑齿宽全长,尤其在垂直轴传动中,需加装溅油盘或强制润滑装置,防止因润滑不良导致齿面胶合。安装时两轴的同轴度(相交精度)误差需≤0.1mm,否则会加剧偏载磨损,缩短使用寿命。
磨齿齿轮的质量控制需贯穿加工全流程,且维护方式与普通齿轮有明显区别。磨削过程中需实时监测砂轮磨损(径向跳动≤0.002mm),定期进行动平衡校准(G0.5 级),防止因砂轮振动导致齿面波纹度超标(≤0.1μm)。成品检测需采用齿轮测量中心,对齿距、齿向、齿形进行全参数扫描,合格率需达 100% 才能用于关键设备。使用中,磨齿齿轮对润滑条件要求更高,需采用黏度指数>140 的合成齿轮油,油膜厚度保持在 2~3μm 以上,避免齿面直接接触产生胶合。在维护周期上,磨齿齿轮的检查间隔可延长至普通齿轮的 1.5~2 倍,但一旦发现齿面划痕深度>0.02mm,需立即修磨,否则会快速扩展导致失效。齿轮长期使用需检查,防止齿面疲劳点蚀。

尼龙齿轮的加工工艺与金属齿轮差异明显,维护方式也需针对性调整。加工时无需热处理,可直接通过注塑成型(批量生产)或数控铣削(小批量定制),注塑齿轮精度可达 9~10 级(齿距误差≤0.05mm),适合标准化产品;铣削加工则能满足异形结构需求(如带法兰的尼龙齿轮),但效率较低。安装时,尼龙齿轮与轴的配合需采用过渡配合(如 H7/h6),避免过盈量过大导致齿轮变形;与金属齿轮啮合时,中心距误差需控制在 ±0.1mm 内,防止因刚性差异产生偏载。维护中,若发现齿轮表面出现明显划痕或齿顶磨损量超过 0.3mm,需及时更换;长期存放时需避免阳光直射和潮湿环境,防止材料老化或尺寸变化。齿轮在减速器中,将高速转为低速大扭矩。青岛市马达小齿轮厂家推荐
齿轮在矿山机械中,传递大扭矩适应重载。青岛市马达小齿轮厂家推荐
变速齿轮的维护需重点关注齿轮啮合状态和换挡机构性能,延长使用寿命。日常需检查齿轮箱润滑油量和油质,润滑油需能在不同转速下形成油膜,每行驶 1-2 万公里(汽车)或运行 2000 小时(工业设备)更换一次,防止油质劣化导致润滑不良。定期检查齿轮齿面磨损,若发现齿面有麻点、剥落或齿厚磨损超过 10%,需及时更换,避免断齿风险。换挡机构需定期清洁和润滑,确保拨叉动作灵活,结合套磨损超过 0.2mm 时需更换,防止换挡打滑。此外,避免频繁急加速、急减速,减少齿轮冲击载荷,可降低磨损速度,延长变速齿轮使用寿命。青岛市马达小齿轮厂家推荐