商机详情 -
金锡焊料系统级集成方案
光纤通信系统中的有源光器件,包括半导体激光器(DFB、VCSEL)、光放大器(SOA)、光探测器(APD、PD)和电吸收调制激光器(EML),对封装的精度和稳定性要求极高。在这些器件的封装中,金锡焊料作为**芯片贴装材料,发挥着不可替代的作用。光纤通信波段(1310nm和1550nm)激光芯片对工作温度极其敏感,温度变化1°C可导致波长漂移约0.1nm,对于密集波分复用(DWDM)系统,这已经接近信道间隔的容忍限度。因此,高速光模块(如400G、800G和未来的1.6T光模块)中的激光芯片贴装要求极低的热阻和优异的温度均匀性,金锡焊料高导热的特性正好满足这一要求。在光纤器件封装工艺中,金锡焊料还具有一个特殊优势:与铟焊料相比,金锡焊料的蠕变率更低,在长期服役过程中焊点形变量更小,有利于保持光纤对准精度和芯片位置稳定性,从而确保光器件长期工作的波长和功率稳定性。对于需要长达25年使用寿命的光传输网络设备,金锡焊料的这种长期稳定性优势具有重要的工程价值,是光器件封装工程师选用金锡焊料的重要依据之一。磁控溅射技术可用于金锡焊料表面改性处理。金锡焊料系统级集成方案
蠕变是指金属材料在持续应力作用下随时间发生的缓慢塑性变形。对于焊料材料而言,由于其熔点相对较低,在常温或中高温工作环境中即可能进入高温蠕变区域(通常定义为工作温度高于0.5Tm,Tm为材料***熔点)。金锡共晶焊料的***熔点约为553K(280°C),0.5Tm约为177K,即约-96°C。这意味着在室温(约25°C,即298K)下,金锡焊料已工作在0.5Tm以上,处于热***蠕变区域。然而,由于金锡合金的层片状共晶组织具有较强的相界障碍效应,能够有效阻碍位错滑移和晶界扩散,其蠕变速率远低于铅锡、锡银铜等低熔点焊料,在相同温度和应力条件下表现出更强的抗蠕变能力。在实际工程应用中,这种优异的高温蠕变抗力使金锡焊料特别适合用于长期承受机械应力或热应力的封装结构。例如,在卫星载荷中,器件焊点需要在轨运行数年甚至数十年,期间不*要承受工作温度的持续变化,还要抵抗各种力学冲击。金锡焊料的抗蠕变特性能够有效保障焊点在此类长寿命应用场景下的结构完整性,是其在高可靠性器件封装中具有竞争力的重要性能优势之一。金锡焊料 MRI 兼容采购金锡焊料适配医疗器械电子部件密封封装需求。
金锡焊料是以金(Au)和锡(Sn)为主要成分的二元合金焊料,其中应用较为***的共晶成分为80wt%Au-20wt%Sn,即通常所说的Au80Sn20合金。这一比例并非随意选取,而是经过严格热力学计算与大量工程实践验证得出的比较好配比。在Au-Sn二元相图中,80/20成分处于共晶点附近,该成分合金在特定温度下同时完成液-固相变,凝固组织均匀细腻,不存在较宽的两相区,从而有效避免了凝固偏析问题。合金的微观组织由ζ(Au5Sn)相和δ(AuSn)相交替排列构成,两相在凝固过程中协同生长,形成层片状共晶结构。这种精细的层片结构赋予焊料良好的导热性与导电性,同时保持适当的机械强度。值得注意的是,该合金中不含铅、镉等有害重金属元素,符合国际RoHS环保指令要求,可广泛应用于对环保合规有严格要求的**和**民用电子领域。部分特殊应用场景还会在基础Au-Sn配方上微量添加其他元素,如铟(In)或银(Ag),以进一步调节熔点或改善焊接润湿性,但**成分始终以Au和Sn为主导。正是这种经过精心设计的合金成分,使金锡焊料在高可靠性封装领域具备其他焊料难以替代的独特价值。
微波器件封装对材料的要求涵盖电气、热学和力学多个维度,而且随着工作频率的升高,对封装材料电磁性能的要求也越来越严格。金锡焊料以其优良的导电性、**度和气密封接能力,在微波器件封装领域占有重要地位。在微波功率放大器(PA)、低噪声放大器(LNA)、混频器和开关等微波单片集成电路(MMIC)的封装中,金锡焊料主要用于GaAs、GaN或SiC功率芯片的贴装。这些化合物半导体功率芯片在工作时具有极高的热流密度,要求芯片贴装焊料具有尽可能低的热阻,以维持芯片在允许的结温范围内工作。金锡焊料薄而致密的焊点恰好满足这一要求。在气密封装微波模块中,金锡焊料还用于多芯片模块(MCM)的腔体密封。通过在外壳腔口周边放置环形金锡预成型片,在真空或氮气保护下进行回流焊,可以形成满足***气密标准的封接焊缝。气密封装微波模块广泛应用于相控阵雷达、电子战和通信系统中,是***和航天电子装备的**组成部分。金锡焊料在这一领域的稳定性能和经过大量工程实践验证的可靠性记录,使其成为微波器件封装工程师的优先材料之一。省级专精特新企业,深耕金锡焊料研发与生产制造。
在电子器件工作过程中,由于芯片、焊料和基板之间热膨胀系数(CTE)的差异,焊点在每次温度循环中都会经历反复的热应变,长期积累后可能导致焊点疲劳裂纹萌生和扩展,**终引发焊点失效,这就是热疲劳失效机制。金锡共晶焊料凭借其均匀的共晶微观组织和较高的熔点,展现出优于多数无铅焊料的热疲劳寿命。通过MIL-STD-883规定的温度循环测试(如-55°C至+125°C,循环1000次或2000次),金锡焊点通常能够以较低的失效率通过测试,表现出符合***可靠性要求的热疲劳性能。影响金锡焊点热疲劳寿命的因素包括焊点几何尺寸(厚度、面积)、基板与芯片的CTE差异值、温度循环的范围和速率、以及焊料微观组织的均匀性。通过优化焊接工艺(控制焊料厚度、回流曲线、冷却速率),可以改善焊点微观组织,提升热疲劳寿命。在器件封装设计阶段,采用有限元热-力耦合仿真方法对焊点应力应变进行定量评估,有助于在设计早期识别和规避热疲劳风险,确保**终产品满足预定的使用寿命要求。预成型金锡焊料,简化电子封装焊接操作流程。金锡焊料储存包装认证
金锡焊料可用于光电子器件封装焊接作业。金锡焊料系统级集成方案
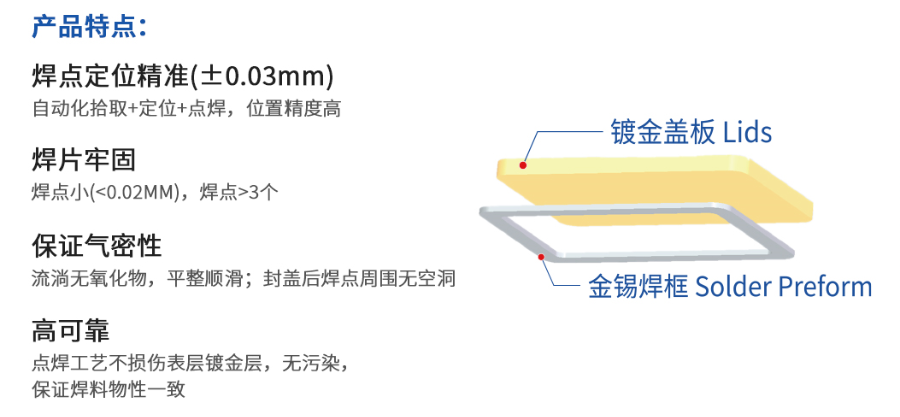
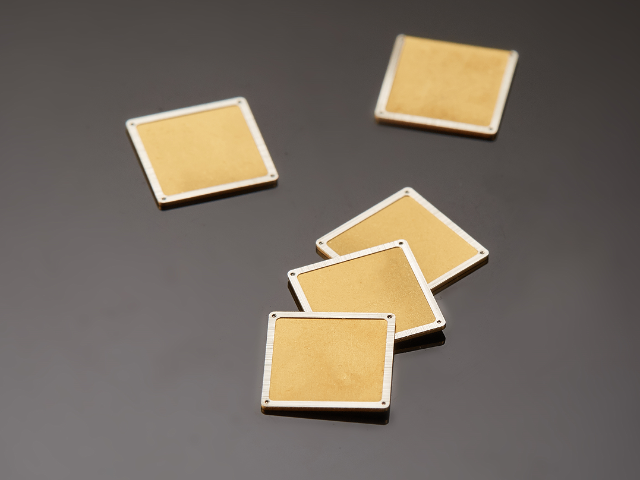
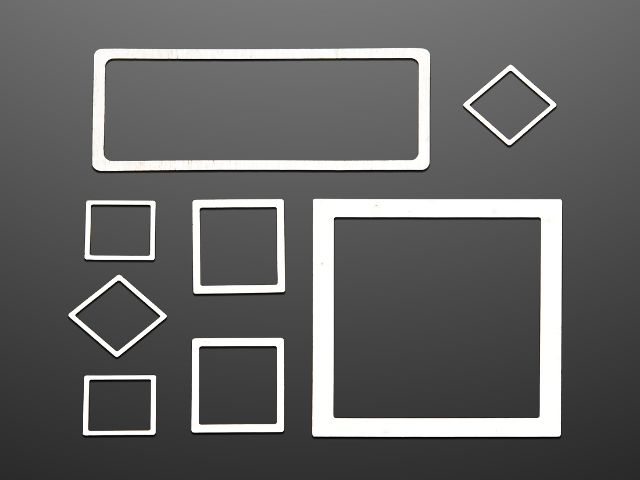
金锡焊料预成型片(Preform)是将Au80Sn20共晶合金通过精密轧制和冲压工艺制成的几何形状规整的焊料片,是气密封装和芯片贴装工艺中**常用的焊料形式。与焊膏相比,预成型片具有成分均匀、无助焊剂污染、重量精确可控等优点,特别适合对焊料量有精确要求的精密封装工艺。常见的金锡预成型片形状包括正方形、长方形、圆形和环形(用于盖板封接),尺寸范围从0.5mm×0.5mm的小型芯片贴装片到50mm×50mm以上的大面积焊料片。厚度通常在25μm至250μm之间,根据封装设计要求选择。对于气密盖板封接,常用环形(Frame)预成型片,其内外径尺寸与封装外壳腔口尺寸精确匹配,以确保焊料均匀分布在封接界面上。预成型片的尺寸精度对焊接质量至关重要。通常要求长度、宽度尺寸公差在±0.05mm以内,厚度公差在±5μm以内,以确保焊料量的一致性和焊点质量的重复性。预成型片的表面粗糙度也需要控制,过于粗糙的表面不利于焊料均匀铺展,而适度光滑的表面有助于在回流过程中形成均匀、无空洞的焊点。在选用预成型片时,除尺寸规格外,还需关注其表面是否有氧化变色,及时排查不合格产品,确保焊接工艺的顺利进行。金锡焊料系统级集成方案
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!