商机详情 -
金锡焊料通讯标准合规
半导体激光器(LD)和激光器阵列对封装材料的要求极为苛刻,因为激光器件对温度高度敏感,工作时芯片节温的微小变化都会***影响其波长、功率和寿命。金锡焊料凭借其高导热性(约57W/m·K)和低热阻的芯片贴装特性,成为半导体激光器封装的优先材料。在激光器封装工艺中,激光芯片通常通过金锡焊料贴装在铜钨(CuW)或铜钼(CuMo)散热基座上,再将基座固定在铜热沉或铝热沉上。金锡焊料良好的导热性能确保激光芯片产生的热量能够迅速传导至散热路径,将芯片节温维持在允许范围内。对于高功率激光器(输出功率大于1W),焊料层的热阻是制约封装热性能的关键因素,金锡焊料薄而均匀的焊点正好满足低热阻芯片贴装的要求。此外,金锡焊料在激光器封装中还有另一个重要优势:其焊接界面具有较高的机械稳定性,能够承受激光器在频繁开关过程中产生的热应力循环而不出现焊点劣化。这对于寿命要求以万小时甚至十万小时计的工业和***激光器而言至关重要。正是凭借高导热、**度和高可靠性的综合优势,金锡焊料在半导体激光器封装领域牢固地占据着**材料地位。公司金锡焊料供货周期稳定,保障生产进度。金锡焊料通讯标准合规

在电子封装领域,金锡焊料与传统铅锡(Pb-Sn)焊料**着两种截然不同的技术路线,两者在成分、熔点、力学性能和应用领域上均存在***差异。传统铅锡共晶焊料(63wt%Sn-37wt%Pb)熔点约183°C,成本较低,焊接工艺窗口宽泛,曾在电子行业中占据主导地位。然而,铅是有毒重金属,对环境和人体健康存在潜在危害,欧盟RoHS指令自2006年起限制在消费电子产品中使用含铅焊料,推动了无铅焊料技术的快速发展。金锡焊料(Au80Sn20)则完全不含铅,符合全球主流环保法规要求。其熔点高达280°C,具备铅锡焊料无法企及的高温稳定性,可在150°C以上的高温环境中长期服役,适合航空、**、卫星等对热可靠性要求严苛的场合。在机械性能方面,金锡焊料的抗剪强度和抗蠕变性能均***优于铅锡焊料,尤其在温度循环测试中表现出更强的疲劳寿命。当然,金锡焊料也存在成本较高、工艺窗口相对较窄的局限性,因此并非所有应用场景的优先。在实际选型时,需根据具体应用对可靠性、成本、工艺条件和环保合规性的综合权衡来做出决策。金锡焊料 MRI 兼容制造万余平米自建厂房,可规模化生产金锡焊料。
焊点的抗剪强度是评价封装可靠性的**力学指标之一,直接关系到器件能否在振动、冲击等力学环境中保持结构完整性。金锡共晶焊料的室温抗剪强度通常在270~320MPa范围内,在常用焊料材料中处于较高水平。与普通锡银铜(SAC)无铅焊料相比,金锡焊料的抗剪强度约为SAC的2~3倍,这种差异源于两者微观组织的本质区别:金锡共晶组织中金属间化合物相的体积分数更高,相界障碍效应更强,位错运动的阻力更大。此外,金锡焊料在高温下仍能保持较高比例的室温强度,这是许多普通焊料所不具备的性能特点。在实际应用中,高抗剪强度对于以下场景尤为重要:大功率器件的芯片贴装(芯片面积大,焊点所受剪切力大);需要承受振动和冲击的机载、弹载电子设备;以及需要经受高重力加速度测试(如20000g冲击测试)的精密引信组件。通过对金锡焊料焊点进行系统性的剪切力测试,可以建立焊接工艺参数与焊点强度之间的关系模型,为产品设计和工艺优化提供量化依据,确保封装结构在规定的力学环境条件下可靠工作。
宇航级器件(SpaceGrade)采用的封装材料和工艺必须符合严格的空间应用规范,以确保在空间极端环境中的长期可靠性。金锡焊料作为宇航级器件封装的标准焊接材料,需满足一系列特定的材料规范和质量控制要求。在材料规范方面,宇航级金锡焊料通常需符合MIL-P-38535(集成电路一般规范)、NASA-STD-8739.3(空间飞行器钎焊手册)或相关宇航行业标准的材料要求,包括成分公差、纯度等级、表面处理和包装要求。成分偏差一般要求Au含量在(80±1)wt%范围内,有害杂质元素总量不超过0.1wt%。在质量控制方面,宇航级金锡焊料批次需提供详细的材料认证文件,包括熔点测试报告(DSC法)、成分分析报告(ICP-MS法)、力学性能测试报告和尺寸检测报告。部分宇航型号还要求对焊料批次进行采购方的入厂复验,确保所用焊料符合设计规定的技术要求。宇航器件制造商通常会建立认证供应商名录,要求焊料供应商通过AS9100、ISO9001和相关**质量体系认证,并对批次质量记录保存不少于15年,以支持器件全寿命周期的质量追溯需求。20 人工程团队,保障金锡焊料生产流程顺畅。
金锡焊料的润湿和结合性能与基板表面处理(镀层)密切相关。选择合适的基板镀层处理方案,对于实现高质量、高可靠性的金锡焊接至关重要。金锡焊料与镀金(Au)表面具有天然的良好相容性:金-金的互溶性好,在焊接温度下金基板表面的金层能够迅速溶入焊料,促进焊料的快速铺展和润湿。通常建议基板的镀金厚度在1μm~5μm范围内,过薄的镀金层可能在焊接温度下被全部消耗,导致焊料直接接触底层金属(如镍),影响界面质量;过厚的镀金层则会导致焊料成分中金的比例***升高,偏离共晶成分,影响焊接温度特性。对于镀镍/镀金(Ni/Au)表面处理,金层下方的镍层起到阻挡层的作用,防止基板铜或铁扩散进入焊料。焊接过程中,镍会在界面形成薄层Ni₃Sn₄金属间化合物,该界面层在厚度适当时(通常1~3μm)对焊点可靠性影响有限,但若镍层质量差(孔隙率高或含磷量不当),则可能成为界面失效的弱点。在陶瓷封装基板上,金锡焊料通常在W/Au或Mo/Mn/Ni/Au金属化层表面进行焊接,需要确保金属化层的致密性和各层间结合强度,以获得良好的焊接润湿效果和焊点可靠性。金锡焊料符合 ISO14001 环境体系生产标准。金锡焊料中国 ISO9001 应用方案
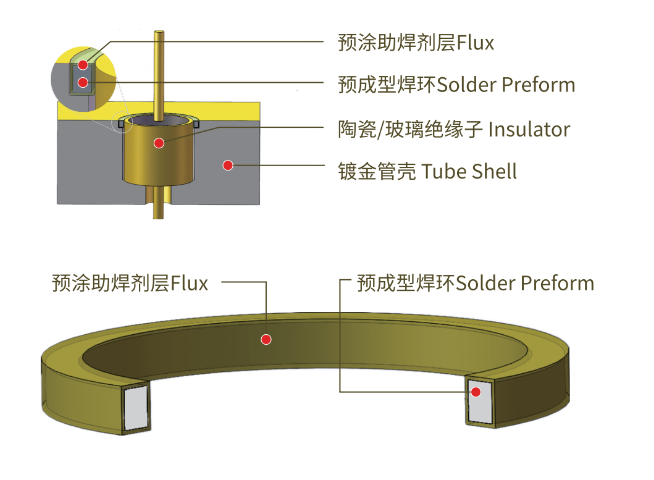
金锡焊料可配套预置银铜引线封装焊接使用。金锡焊料通讯标准合规
在金锡二元合金体系里,共晶点对应的成分约为80wt%Au-20wt%Sn(原子百分比约为73.5at%Au-26.5at%Sn),共晶温度为280°C。这一数据来源于大量实验测定与热力学数据库计算的综合结果,被冶金学界***认可。共晶合金的**特征在于其单一的熔化温度,即在280°C时由固态直接转变为液态,没有固液两相共存的"糊状区"。这一特性对焊接工艺而言意义重大:工程师能够精确控制焊接温度窗口,降低工艺设计难度,提升焊点质量的重复性与一致性。与具有宽熔程区间的非共晶合金相比,Au80Sn20在回流焊过程中润湿迅速、铺展均匀,焊点空洞率明显降低。从相图角度分析,当合金成分偏离共晶点时,熔点会随之升高,并出现固-液两相共存区间。因此,在实际生产中需严格控制原材料纯度与配比精度,确保合金成分落在共晶点附近的合理范围内,以充分发挥共晶成分的工艺优势。对于有特殊需求的应用场景,也可选择富金或富锡的非共晶成分以调节熔化温度,但需相应调整焊接工艺参数。正是深刻理解Au-Sn相图的热力学规律,才能在实际应用中做到精细控制、稳定生产。金锡焊料通讯标准合规
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!