商机详情 -
铂铱 10 合金等离子电极重量
低温等离子消融技术自1990年代末期进入临床以来,已从**初单一的耳鼻喉科应用扩展至涵盖骨科、泌尿外科、妇科、疼痛医学、皮肤科和消化内镜等多个学科,成为微创外科的重要组成部分。市场格局方面,全球等离子手术系统及耗材市场呈现高度集中的特点——少数几家跨国医疗器械企业(如ArthroCare、Smith & Nephew、Johnson & Johnson、Medtronic等)占据主要市场份额,尤其在高功率双极等离子系统领域拥有深厚的技术积累和产品线覆盖。国内企业在近十年来在等离子刀电极耗材领域发展迅速,在耳鼻喉科、脊柱微创和泌尿外科等细分领域已开发出具有竞争力的产品,部分企业的产品线已通过CE和FDA认证进入海外市场。在技术发展方面,行业关注的焦点集中在:更高能量转换效率的等离子放电控制算法以减少组织热损伤带宽度;微型化一次性电极的精密制造工艺以支持更多微创适应证;以及等离子技术与超声、激光等能量平台的集成融合,以期为外科医生提供更丰富的能量选择。医用铂铱电极生产遵循严格的加工工艺流程。铂铱 10 合金等离子电极重量
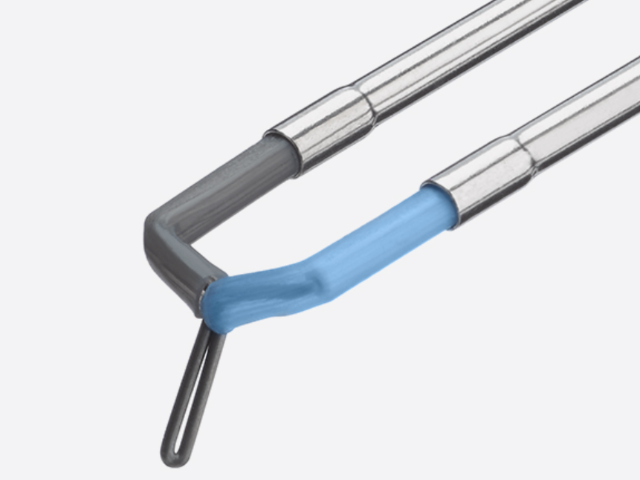
铂铱合金的精密加工涉及熔炼、拉丝、焊接和表面精加工等多个工序,每个环节的工艺控制都影响电极的性能和安全性。医用级铂铱合金的熔炼通常采用真空感应熔炼(VIM)工艺,在高真空和惰性气氛保护下进行,避免氧化夹杂和气体杂质(O、H、N)的引入——气体杂质含量过高会降低合金的延展性和耐疲劳性能。拉丝工序将锭坯逐步冷拉至电极所需的细丝直径(常见0.3mm至0.8mm),中间穿插退火处理以消除加工硬化、拉丝润滑剂残留也需要通过严格的清洗工艺去除。电极尖头处(放电工作区域)的加工精度要求高——尖头处的曲率半径、表面粗糙度和几何对称性直接影响等离子弧的稳定性和能量分布的均匀性。部分高级等离子刀电极采用电火花线切割(EDM)加工尖头处,确保极高的尺寸精度和光洁度。焊接方面,等离子刀手柄内部的电气连接通常采用银基焊料或激光焊接将铂铱丝与导线连接,焊点质量直接影响电路的可靠性和发热情况。加工全程需要执行严格的过程检验和环境控制,防止异物污染和交叉污染。铂铱 10 合金等离子电极重量公司微型焊接工艺,应用于铂铱电极的制作工序中。

等离子刀电极的材料选择历史上曾尝试过多种替代方案,包括纯铂、纯钨、钨铼合金、钛合金镀金以及不锈钢等。纯铂电极的优点是化学稳定性佳、生物相容性无可挑剔,但抗溅射性能不足——在等离子高能粒子持续轰击下,铂的表面溅射速率约为铱的5至8倍,导致电极尖头处在多次使用后几何轮廓逐渐钝化,放电特性和消融效率随之衰减。钨和钨铼合金的熔点极高(钨熔点3422°C),理论上耐温性能优异,但钨在等离子环境中的放电稳定性存在问题——钨的二次电子发射系数较高,容易导致弧光放电(arc discharge)失控,尖头处温度急剧升高和组织过度碳化风险。钛合金镀金电极在中低功率应用中具有一定成本优势,但镀金层在高功率长期使用后存在剥落风险,剥落的金属碎屑可能残留在消融通道内引发远期安全隐患。铂铱合金通过两种贵金属的协同作用,在耐溅射性、放电稳定性和生物安全性之间取得了当前技术条件下的优的平衡,这也是其成为等离子刀电极行业标准材料的主要原因。
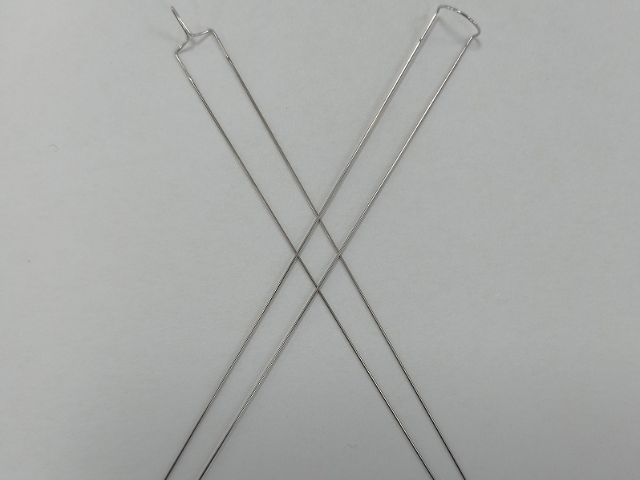
等离子刀铂铱电极的制造工艺涉及贵金属加工、精密焊接和医疗级组装等多个技术领域,工艺变更的控制是制造商质量管理体系中持续合规维护的重要组成部分。等离子刀电极的主要工艺变更场景包括:原材料供应商或牌号变更(铱含量调整、供应商更换)、加工工艺变更(拉丝道次变化、热处理参数优化、焊接设备升级)、尺寸规格变更(尖头处几何形状重新设计)、灭菌方式变更(从环氧乙烷改为高温高压或伽马辐照灭菌)以及生产场地变更。变更控制流程的第一步是影响评估——评估变更对产品安全性、有效性和注册技术文件的影响范围,区分重大变更和微小变更。重大变更通常需要补充注册申报(如向NMPA提交产品变更申请)或备案(如内部工艺验证证明等效性)。变更验证需要覆盖的测试项目通常包括:设计验证(尺寸和功能)、原材料和成品性能测试、灭菌验证(若涉及灭菌方式变更)、以及生物相容性重新评估(若材料或表面处理发生改变)。工艺变更的验证批次通常不少于3批,且验证数据应覆盖变更后的稳态生产条件,而非只验证变更过渡期的中间状态。医用等离子电极刀铂铱电极可按医疗需求定制。
等离子消融技术在能量外科领域中与其他多种能量平台形成竞争和互补关系,***理解各平台的技术特性有助于正确选择和应用等离子刀电极。等离子消融 vs. 射频消融(RFA):两者均使用射频电流,但等离子消融通过低温等离子鞘层选择性打断分子键实现消融,组织碳化程度更低、热损伤带更窄;射频消融则通过电阻热效应加热组织,消融范围相对较大但可控性略逊。适用于需要浅表精确消融(声带、鼻甲)的场景,射频消融则在大体积**减容中应用更广。等离子消融 vs. 激光:激光的能量密度和切割精度极高(尤其是铥激光和钬激光),但设备成本和耗材费用远高于等离子系统;等离子消融在成本敏感的应用(如基层医院日间手术)中具有明显优势。等离子消融 vs. 超声刀(HARMONIC):超声刀通过高频超声振动实现切割和凝固,无电流通过患者身体,安全性特殊优势(适用于植入电子设备患者),但超声刀的一次性耗材成本通常高于等离子刀,且切割速度较慢。等离子消融的独特价值定位在于:低温(相对其他热能设备)、精确、可控、成本适中——这一定位使其在门诊手术和日间手术场景中的渗透率持续提升。公司合金研发技术,辅助医用铂铱电极性能优化。铂铱 10 合金等离子电极重量
栢林电子与科研院所产学研合作,优化铂铱电极性能。铂铱 10 合金等离子电极重量
部分等离子刀铂铱电极在基材表面增加了功能镀层,以改善放电性能或延长使用寿命。常见的镀层方案包括薄金镀层和氮化钛(TiN)涂层。金镀层(厚度通常0.5μm至2μm)能够降低电极表面的接触电阻,提升导电效率,同时金的抗氧化性有助于维持放电界面的化学稳定性。然而,过厚的金镀层反而会因金的熔点较低(1064°C)而在高功率放电时发生局部熔融,影响电极的长期使用效果。氮化钛涂层以其极高的硬度和化学稳定性著称,镀覆于铂铱电极表面可增强耐磨性和耐腐蚀性,但TiN涂层与铂铱合金之间的附着力是关键工艺挑战——两种材料的热膨胀系数差异较大,热处理过程中可能产生界面剥离,需要通过预镀过渡层(如钛底层)加以改善。功能性镀层的另一方向是疏水/亲水表面改性——通过等离子体处理或纳米涂层技术调控电极表面的润湿性,影响等离子弧与组织之间的传热效率和消融效果。需要注意的是,任何表面涂层都需要在成品电极上重新进行生物相容性评估,确保涂层成分不引入额外的安全风险。铂铱 10 合金等离子电极重量
汕尾市栢科金属表面处理有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的电子元器件中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来汕尾市栢科金属表面处供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!