商机详情 -
铂铱合金等离子电极出厂价
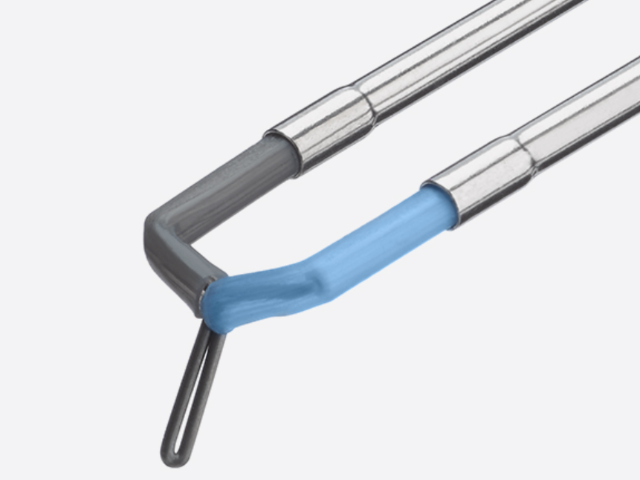
等离子刀电极尖头处的尺寸规格直接决定消融通道的宽度、消融效率和目标组织的精确性,是产品设计中**重要的几何参数。不同临床应用对尖头处尺寸的需求差异极大:耳鼻喉科鼻甲消融用的电极尖头处直径通常在0.4mm至0.8mm之间,长度3mm至5mm,细小的尖头处提供精确的消融控制,适合鼻甲黏膜下组织的选择性消融;骨科椎间盘消融用的电极尖头处直径稍大(0.8mm至1.2mm),需要更长的有效消融长度(5mm至10mm)以覆盖椎间盘髓核的消融范围;泌尿外科前列腺消融的电极则可能需要更大的消融半径,电极尖头处或刀头面积相应增大。在一次性耗材设计中,尖头处尺寸的公差通常控制在±0.05mm以保证批内一致性——过大的正公差会导致消融效果超出预期范围(如打孔过大导致出血增加),过大的负公差则使消融效率低下甚至无法有效消融组织。对于可重复使用电极,尖头处的磨损消耗后尺寸会逐渐偏离初始规格,需要规定最大允许磨损量作为使用寿命的判断依据,临床上通常以消融效率明显下降(如消融时间延长50%以上)作为更换指征。医用铂铱电极可配套各类医用等离子手术设备。铂铱合金等离子电极出厂价
等离子刀铂铱电极的表面处理技术对消融性能和长期稳定性有不可忽视的影响,常见的处理方案包括电解抛光和功能镀层。电解抛光在精密医疗器械领域应用***,其原理是金属表面在电解液中作为阳极时,微观凸起处的电流密度高于凹处,凸起优先溶解,从而实现表面整平。电解抛光后铂铱电极的表面粗糙度Ra可从原始机械加工的0.2μm降至0.02μm至0.05μm,表面光洁度的大幅提升带来两方面好处:粗糙度降低减少了消融过程中组织残渣的粘附,改善了消融通道的清洁度和可视性;表面钝化膜的均匀性提升使放电界面的电学均匀性改善,有利于维持稳定的等离子弧。功能镀层方面,超疏水涂层(如氟碳聚合物涂层)是近年来受到关注的方向——疏水表面使组织液与电极尖头处形成更均匀的接触界面,有助于建立稳定的等离子鞘层,减少因接触不均匀导致的放电抖动。功能涂层的耐久性是一大挑战——反复使用中的等离子放电高温和高能粒子轰击会对有机涂层造成老化降解,需要在涂层开发时通过加速老化测试验证涂层在额定使用寿命内的功能保持率。铂铱合金等离子电极出厂价公司具备金属冶炼能力,保障铂铱电极原料品质与供应。

铂铱合金的精密加工涉及熔炼、拉丝、焊接和表面精加工等多个工序,每个环节的工艺控制都影响电极的性能和安全性。医用级铂铱合金的熔炼通常采用真空感应熔炼(VIM)工艺,在高真空和惰性气氛保护下进行,避免氧化夹杂和气体杂质(O、H、N)的引入——气体杂质含量过高会降低合金的延展性和耐疲劳性能。拉丝工序将锭坯逐步冷拉至电极所需的细丝直径(常见0.3mm至0.8mm),中间穿插退火处理以消除加工硬化、拉丝润滑剂残留也需要通过严格的清洗工艺去除。电极尖头处(放电工作区域)的加工精度要求高——尖头处的曲率半径、表面粗糙度和几何对称性直接影响等离子弧的稳定性和能量分布的均匀性。部分高级等离子刀电极采用电火花线切割(EDM)加工尖头处,确保极高的尺寸精度和光洁度。焊接方面,等离子刀手柄内部的电气连接通常采用银基焊料或激光焊接将铂铱丝与导线连接,焊点质量直接影响电路的可靠性和发热情况。加工全程需要执行严格的过程检验和环境控制,防止异物污染和交叉污染。
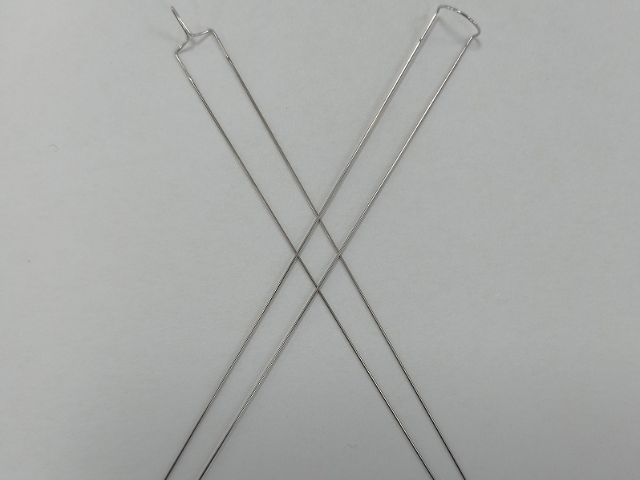
妇科领域应用等离子刀电极主要集中在子宫腔内手术(宫腔镜手术),包括子宫肌瘤切除、子宫内膜去除、子宫纵隔切开和宫腔粘连分离等。宫腔镜下等离子手术相较于传统电刀的优势与泌尿外科的逻辑类似——双极等离子系统使用生理盐水作为膨宫介质,术中视野清晰,且避免了单极电切时冲洗液吸收导致电解质紊乱的风险。铂铱合金电极在宫腔镜手术中通常呈环形或针状形态:环形电极(Loop)用于切除子宫黏膜下肌瘤和大块组织,将瘤体分块切除后取出;针状或钩状电极则用于精细切割——子宫纵隔切开时用针状电极在子宫前后壁之间的纵隔组织上开槽,深度需精确控制以避免子宫穿孔。子宫穿孔是宫腔镜手术**严重的并发症之一,电极尖头处的精确操控性和外科医生的触觉反馈是防止穿孔的关键——电极过尖、推进力量过大或在视野盲区推进均可能导致子宫壁穿孔,一旦发生穿孔需立即停止手术并根据穿孔大小和位置进行相应处理。医用铂铱电极供货稳定,适配客户批量采购需求。
等离子刀电极耐高温性能的验证需要在模拟实际使用中最高温度等级的条件下考核电极材料的热稳定性和功能完整性。加速老化测试方案通常设定消融功率为额定最大功率的110%至120%(即制造一定程度的超规格应力),在模拟组织模型(生理盐水或透明质酸钠凝胶)中连续或反复激发,记录性能参数(起弧电压、维持电压、消融效率)随激发次数的变化趋势。同时,在测试过程中和测试结束后对电极进行外观检查(体式显微镜)和尺寸复测(尖头处直径、角度),记录任何可见的形貌变化。高温静态老化试验(将电极尖头处置于马弗炉中加热至设定温度,保温一定时间后冷却,检查外观和尺寸变化)可作为辅助验证手段,但无法完全替代动态放电条件下的高温考验——等离子放电产生的高能粒子轰击和热冲击组合效应对材料的损伤机制与静态高温有所不同。此外,热电偶直接测量电极尖头处在真实消融过程中的实际温度(需要耐高温热电偶和高速数据采集系统)是获取真实工况温度数据的直接手段,为设计中的温度余量评估提供实验依据。测试温度通常设定高于临床预期峰值温度的20%以上作为安全裕度验证。国家高新技术企业打造,铂铱电极产品品质有保障。铂铱合金等离子电极出厂价
医用铂铱电极规格齐全,可根据需求定制加工。铂铱合金等离子电极出厂价
医用等离子刀电极对铂铱合金原材料的纯度要求高于工业级标准,杂质管控贯穿原材料采购、生产加工和成品检验的全生命周期。基材中可能存在的微量杂质按危害程度分为三类:氧、碳、氢等间隙杂质会在晶界偏聚,削弱材料的韧性和抗疲劳性能;硫、磷等表面活性杂质会降低合金在等离子放电环境中的抗溅射阈值;铅、镉、汞等有毒元素需要禁止(含量低于检出限)。高级医疗器械制造商对来料检验的规范通常规定:杂质总量≤500 ppm,O≤100 ppm,C≤50 ppm,S≤10 ppm,各杂质元素需通过发射光谱(OES)或质谱法逐一确认。供应商管理方面,建议与具有ISO 13485认证的贵金属材料供应商建立长期合作关系,每批次材料附有符合性证书(C of C)和元素分析报告,并对关键批次执行单独抽样复核。成品阶段的纯度复核通常在可疑情况下进行(如出现放电异常或性能批次差异),而非每件成品均执行全元素分析——这是出于成本效益考量,但关键工序(如批料更换、设备维护后)的首件确认检验是不可省略的。铂铱合金等离子电极出厂价
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!