商机详情 -
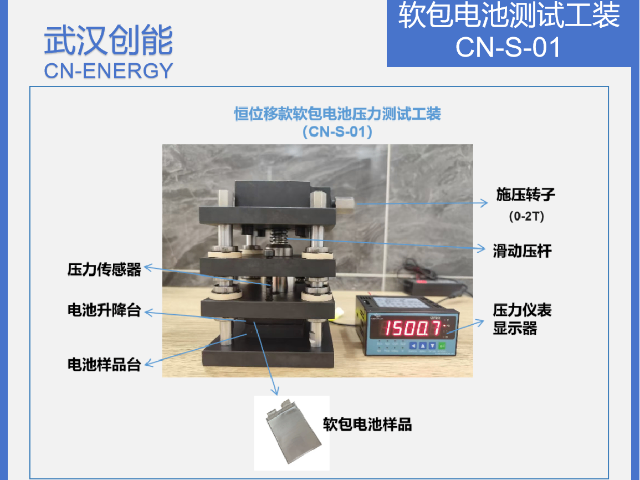
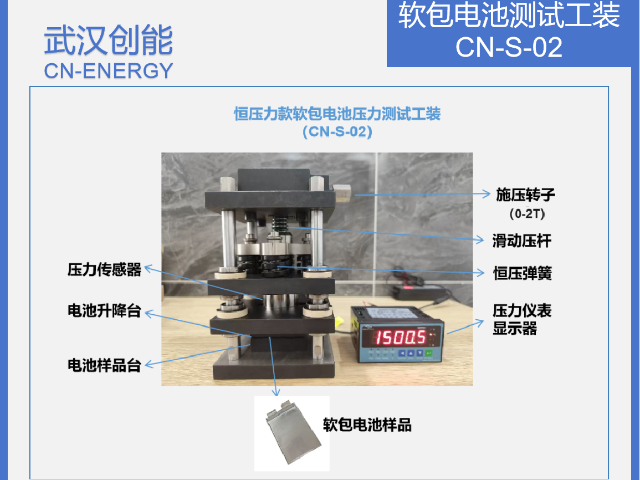
石家庄固态软包电池测试工装要求
温度控制与传感 (常见需求):集成方式:环境箱集成: 将整个工装放入温箱/温湿度箱内。结构简单,温度均匀性好,但热惯性大,升降温慢。直接接触控温: 在夹具内部集成加热膜(如硅胶加热器、PI加热膜)和冷却通道(通液体或TEC半导体致冷片)。响应快,效率高,但设计复杂,温度均匀性控制难度大。温度传感器: 集成高精度温度传感器(如PT100, PT1000, K型热电偶)紧贴电池表面(通常在中心或指定位置),用于闭环控制和数据采集。隔热: 如果使用直接接触控温,需对夹具主体进行隔热设计,减少热量散失到环境或仪器。高精度软包电池测试工装,为电池质量保驾护航。石家庄固态软包电池测试工装要求
在导电连接可靠性方面,软包电池测试工装不断迭代优化,以解决软包电池极耳薄、易变形、接触不良等行业痛点。针对软包电池极耳多为铝、铜材质且厚度较薄(0.1-0.3mm)的特点,工装探针采用尖针与面针结合的设计,尖针用于穿透极耳表面氧化层保证接触,面针增大接触面积降低电流密度,避免极耳发热烧蚀。同时,部分工装集成了极耳定位校正功能,通过视觉识别系统准确定位极耳位置,自动调整探针位置,即使极耳存在轻微偏移也能实现可靠连接,有效降低因极耳接触不良导致的测试失败率与电池损耗。福州软包电池测试工装工艺流程安全至上软包电池测试工装,严格遵循安全标准设计。
高压快充电池要求测试工装具备更高绝缘等级。新方案在接触片周围注塑一体式PTFE隔离墙,爬电距离≥8 mm,可承受1500 V DC长期工作;金属框架表面采用阳极氧化+等离子体电解氧化双层处理,耐压提升至3000 V。所有紧固件采用PA12绝缘材料,杜绝放电。配套的安全链系统在任何一道绝缘检测失败时立即切断高压,并在工控端生成符合IEC 61010的故障报告,保障操作人员人身安全。数字孪生技术开始应用于测试工装管理。每台工装出厂时赋予数字孪生体,实时上传接触电阻、温度、循环次数等数据至云端;AI算法预测接触片剩余寿命,并在磨损达到阈值前自动推送备件订单。工程师可通过VR眼镜远程查看工装内部结构,指导现场更换。某头部电池厂接入该系统后,工装故障停机时间下降45%,备件库存降低30%,年度综合节省费用超千万元。
鉴于软包电池在滥用条件下可能发生热失控,测试工装的安全设计是重中之重。首先在电气安全上,具备防反接、防短路插槽,采用隔离与绝缘材料,关键回路设有熔断器或断路保护。机械安全方面,夹具应有行程限位和防挤压设计,防止过度压缩电池。重要的是热失控预警与防护:工装应集成烟雾、VOC(挥发性有机物)和CO探测器,能在电池早期产气时触发报警并切断电路。部分高安全等级工装会设计泄压方向,或置于防爆箱内。此外,实时监控电压、温度、内阻的异常变化也是软件层面的安全防护。多级联动的安全机制能很大程度保障人员与设备安全,减少测试事故损失。软包电池测试工装,用精确数据,为软包电池品质把关。
软包电池测试工装是软包锂离子电池研发、生产及质检环节的重要辅助设备,主要用于实现对软包电池的准确定位、可靠连接与标准化测试,为电池性能评估提供稳定的测试环境。相较于硬壳电池,软包电池具有封装柔性强、外形可定制、能量密度高但结构相对脆弱的特点,这就要求测试工装既要保证接触良好以获取准确数据,又要避免对电池壳体造成挤压、穿刺等损伤。该类工装广泛应用于消费电子、新能源汽车、储能等领域的软包电池生产线、研发实验室及第三方检测机构,是保障电池安全性、一致性与可靠性的关键工具,其设计合理性直接影响测试结果的准确性与生产效率。软包电池测试工装,以高效测试,助力软包电池品质飞跃。石家庄固态软包电池测试工装要求
可靠软包电池测试工装,确保软包电池测试结果真实有效。石家庄固态软包电池测试工装要求
软包电池极耳间距公差常达±0.3 mm,传统固定式接触片易出现虚接。新一代工装引入“浮动岛”结构:接触片安装在微型交叉滚子导轨上,可XY方向自由浮动±1 mm,并被恒力弹簧拉回到中心零位。当机械手放入电池时,极耳自动导正接触片位置,实现自对中;浮动系统阻尼可调,避免振动导致微放电。该结构使接触电阻波动由±0.8 mΩ降至±0.2 mΩ,电压测试CV值提升30%,为后段分级算法提供更可靠数据。随着CTP(Cell to Pack)技术普及,软包电池在模组阶段已取消传统模块边框,测试工装需直接夹持裸电芯边缘,对机械稳定性提出更高要求。工程师采用“真空吸附+侧向夹紧”复合方案:定位板表面布置阵列微孔,负压0.05 MPa均匀吸附电池大面,防止鼓包;四边凸台嵌入可调楔块,对铝塑膜封边区施加0.3 MPa柔性压力,既固定电池又避免封印开裂。该设计使工装在2C充放振动测试中仍保持极耳位移<10 µm。