商机详情 -
石家庄叠片软包电池测试工装公司推荐
软包电池测试工装的能耗优化的重要性日益凸显,尤其在大规模量产场景中,低能耗设计可降低生产成本。厂家通过优化电路设计,采用高效节能的电源模块与驱动部件,降低设备待机与工作状态下的能耗。同时,部分工装具备智能休眠功能,当设备闲置超过设定时间后,自动进入休眠状态,关闭非部件电源,进一步节约能耗。此外,通过优化散热设计,减少因设备发热导致的能量损耗,提升能源利用效率,实现绿色生产。随着软包电池向高电压、大容量、薄型化方向发展,测试工装也在不断迭代升级,以适配新型电池的测试需求。针对高电压软包电池(如4.45V及以上),工装采用耐高压材质与绝缘设计,规避高压击穿风险,同时优化导电连接模块,确保高压场景下的接触稳定性。针对薄型软包电池(厚度≤1mm),工装采用超柔性压紧结构,搭配高精度压力传感器,精细控制压紧力,避免电池变形或破损。针对大容量动力软包电池,工装强化散热设计,配备高效散热模块,避免大电流测试过程中设备与电池发热过度。实力软包电池测试工装,准确衡量软包电池性能优劣。石家庄叠片软包电池测试工装公司推荐
软包电池测试工装的行业标准适配能力,是保障测试结果通用性与性的关键。目前,国内与国际均出台了一系列软包电池测试标准,如GB/T 31484、IEC 61960等,规范了电池电性能、安全性、环境适应性等测试要求。测试工装均按照相关标准设计制造,确保测试流程与参数符合标准要求,测试结果可得到行业认可。同时,工装具备标准数据接口,可与第三方检测设备、实验室信息管理系统(LIMS)对接,实现测试数据的标准化上传与共享,满足合规性检测需求。浙江恒位移软包电池测试工装工艺流程经济实用软包电池测试工装,性价比高,为企业节约成本。
在生产线上,测试工装追求的是高速、高可靠、高一致性。通常采用“气动或电动压床+探针模组”的形式,能在数秒内完成电池的定位、压合、电气接触和基本性能测试(如开路电压、内阻、绝缘电阻)。工装设计高度自动化,与生产线传送带和机器人集成,具备扫码识别、测试结果自动判定和分选功能。接触部件要求耐磨、免维护周期长。为适应生产线节奏,往往采用“一拖多”设计,一个测试模块同时测量多个电池。由于使用频率极高,其机械结构的耐用性、电气连接的稳定性以及故障自诊断能力是设计的。这类工装是保障电池出厂品质的一道关口。
研发场景用软包电池测试工装与量产场景工装存在明显差异,更注重测试精度、参数可调性与数据完整性。研发用工装需支持宽范围的测试参数调节,如电压范围0-100V、电流范围0.01A-100A,可满足不同材料体系、不同结构设计的软包电池研发需求。同时,需具备高精度数据采集能力,采样频率可达100Hz以上,能精细捕捉电池在充放电过程中的电压、电流、温度变化曲线,为研发人员优化电池设计提供数据支撑。此外,研发用工装多支持自定义测试流程,可设置复杂的充放电循环策略与环境模拟条件,满足多样化的研发测试需求。稳定软包电池测试工装,保证测试过程,减少误差干扰。
针对软包电池叠片工艺与卷绕工艺的差异,测试工装也进行了针对性设计,以适配不同工艺电池的测试需求。叠片软包电池具有内阻小、循环寿命长但结构对称性要求高的特点,工装定位模块采用双向限位设计,确保电池叠层结构不发生偏移,压紧模块采用均匀分压结构,避免局部压力过大导致叠层错位。卷绕软包电池则存在极耳位置精度要求高的特点,工装配备极耳准确定位装置,通过视觉引导与机械校正结合的方式,保证极耳与探针的准确对接,同时优化压紧力分布,避免电池卷芯变形影响测试结果。高精度软包电池测试工装,为电池质量保驾护航。东莞高压力软包电池测试工装工艺流程
安全至上软包电池测试工装,严格遵循安全标准设计。石家庄叠片软包电池测试工装公司推荐
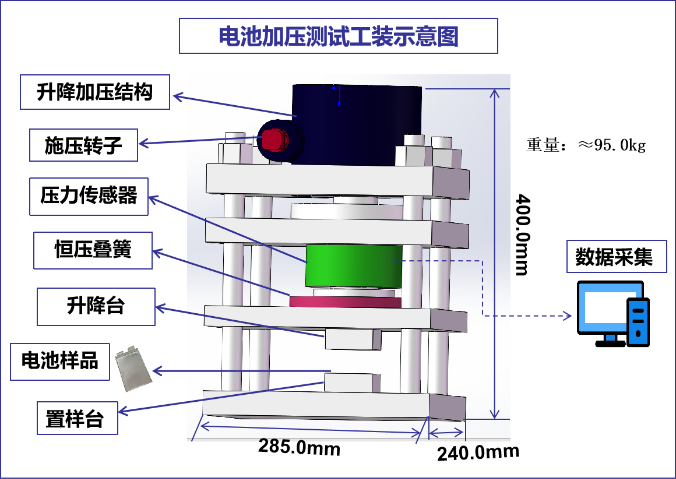
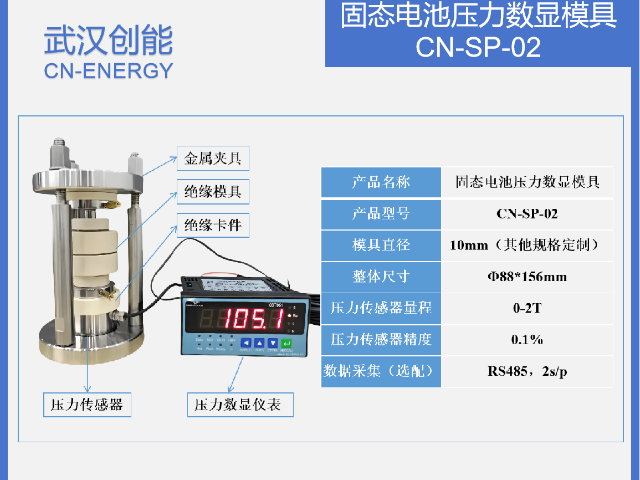
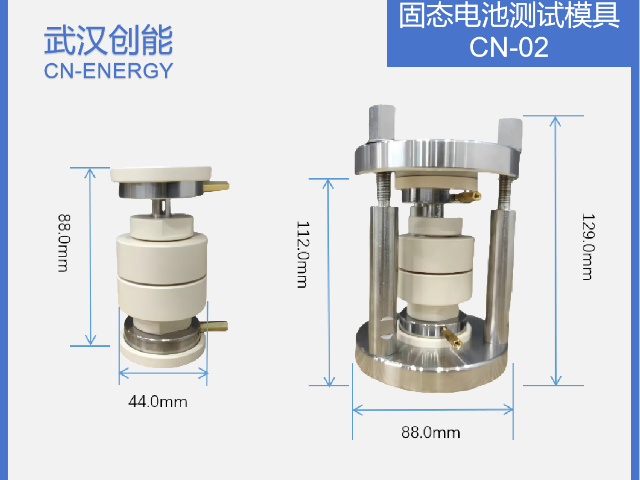
压力测试工装恒位移款软包电池压力测试工装(CN-S-01):主要用于测试验证小软包电池在恒位移条件下的电化学性能。其尺寸为长宽高 = 120*120*170mm,重量为 9.5KG。恒压力款软包电池压力测试工装(CN-S-02):可提供恒定压力环境,测试软包电池在不同特定恒压力下的性能。其长宽高 = 120*120*200mm,重量为 10.5KG,压力传感器量程 0-5T 可选,精度 0.1%-0.3%。软包电池高压力(0-50T)测试工装:可用于研究不同尺寸软包电池在充放电过程中的压力变化行为。主要由手动高压力机械压具、压力传感器、压力显示仪表三部分构成。 石家庄叠片软包电池测试工装公司推荐