商机详情 -
浙江轨道环缝焊机
美焊 MWHF 系列环缝焊接专机具备焊接参数的精细调控与多组存储功能,满足不同规格、不同材质工件的焊接需求。操作人员可通过触摸屏精细设定焊接电流(50-500A)、电压(10-40V)、填丝速度(50-1000mm/min)、氩气流量(5-25L/min)等关键参数,参数调节精度达 ±1%,确保焊接过程的精细化控制;设备支持 30 组以上焊接程序存储,针对不同工件的焊接参数可预先设定并存储,后续生产时直接调用,无需重复调试,大幅提升生产准备效率。例如在多规格换热器管板焊接中,操作人员可针对 Φ100mm、Φ200mm、Φ300mm 等不同尺寸的管板,分别存储对应的焊接参数,切换工件时需一键调用程序,即可快速启动焊接作业,减少设备调试时间。多品种快速切换,换型时间≤5 分钟,适配小批量生产。浙江轨道环缝焊机

美焊 MWHF 系列环缝焊接专机在批量生产中展现出智能化焊接能力,通过自动化智能控制与标准化焊接流程,确保每一件产品的环形焊缝质量保持一致。设备的重复定位精度高达 ±0.05mm,焊接参数(电流、电压、填丝速度等)的控制精度在 ±1% 以内,避免了人工焊接中因技能差异、疲劳等因素导致的焊缝质量波动。在某压力容器批量生产项目中,该系列设备连续焊接 50 台同规格压力容器的环形焊缝,经检测所有焊缝的熔深偏差≤0.2mm,外观成型均匀一致,缺陷率为 0.3%,远低于人工焊接的 5% 缺陷率。这种质量一致性优势对于规模化生产企业至关重要,减少了后续质检与返修成本,还能提升企业的品牌口碑,增强市场竞争力,体现了美焊科技在自动化焊接设备质量控制方面的技术实力。浙江轨道环缝焊机美焊 MWHF 系列环缝焊接专机,为多行业提供高效稳定的环形焊缝解决方案。
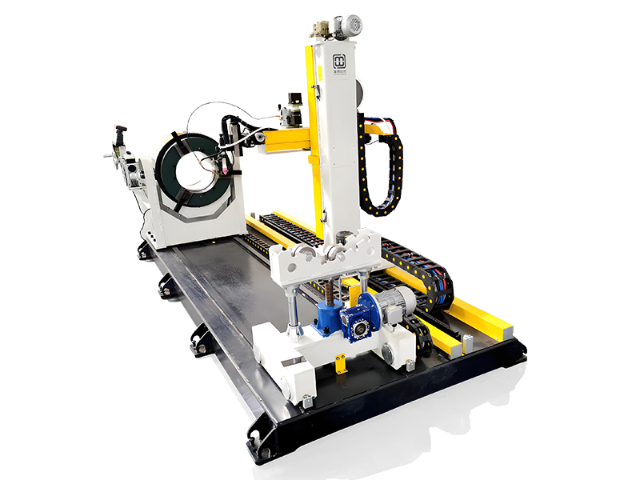
美焊 MWHF 系列全自动环缝焊接设备专机,是针对环形焊缝焊接需求打造的自动化装备,以 “自动化程度高、个性定制、款式多样” 为重要特点,适配锅炉、换热器、压力容器等多个行业的生产需求。该系列设备采用填丝焊接方式,搭配氩气保护与循环水冷双重保护机制,既保障了焊缝成型质量,又能有效控制焊接过程中的温度,避免高温对工件材质性能造成影响。作为专注焊接设备研发的企业,美焊科技在该系列产品中融入了多年积累的自动化控制技术,设备无需过多人工干预,即可完成精确的环缝焊接作业,大幅降低了人工操作强度与人为误差,成为工业生产中提升环缝焊接效率与质量的重要装备。其灵活的定制化能力可适配不同规格、不同类型的环形工件,结合美焊完善的技术支持体系,为客户提供从设备选型到落地投产的全流程解决方案。
应急停机与安全联锁保护
美焊MWHF系列环缝焊接专机配备完善的应急停机与安全联锁保护系统,360度保障操作人员与设备安全。设备机身与便携式操作盒均设有急停按钮,按下后可立即切断设备电源,停止所有运动与焊接动作;同时具备多重安全联锁逻辑,当工件未夹紧、氩气压力不足、冷却水流量异常等情况发生时,设备无法启动焊接,避免不安全状态下的作业。此外,设备的焊接区域设有防护栏接口,可搭配防护栏使用,防止非操作人员误入焊接区域;焊枪配备防碰撞传感器,碰撞力超过设定阈值时自动停机,保护焊枪与工件不受损坏。这种安全防护设计与美焊堆焊设备的多重安全保障体系一致,均以“安全第一”为设计原则,为工业生产提供可靠的安全屏障。 操作人员培训提供,1-2 天即可掌握重要操作与日常维护。
设备升级与功能扩展兼容性
美焊MWHF系列环缝焊接专机采用模块化设计,具备良好的升级与功能扩展兼容性,可根据客户后续生产需求,灵活添加弧长跟踪、烟尘净化、远程监控等功能模块,无需更换设备主体,降低升级成本。设备的控制系统预留扩展接口,支持新增功能模块的无缝接入与程序升级;机械结构预留安装空间,便于后续加装上下料机构、焊缝检测装置等配套设备。在某压力容器企业的二期扩产中,客户通过为原有MWHF系列设备加装弧长跟踪模块与自动上下料系统,将生产效率进一步提升40%,无需重新采购新设备,节约了投资成本。这种可扩展设计体现了美焊科技的长远规划理念,为客户提供可持续升级的焊接解决方案,适应企业不同发展阶段的需求。 可与自动化上下料系统集成,实现 “上料 - 焊接 - 下料” 全流程自动化。辽宁堆焊环缝焊机批量定制
标准化生产保障部件互换性,多台设备性能一致,便于统一维护。浙江轨道环缝焊机
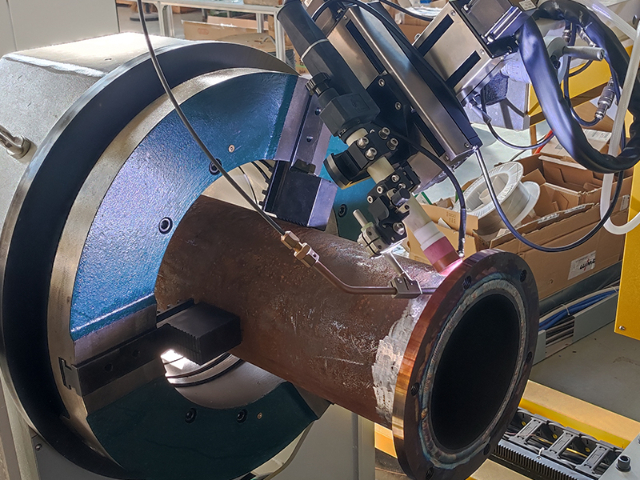
美焊 MWHF 系列环缝焊接专机采用填丝焊接工艺,通过精细控制填丝速度与填丝量,确保环形焊缝的填充饱满与熔深均匀,相比无填丝焊接工艺,更适用于厚壁环形工件焊接与焊缝补强。填丝焊接工艺可根据焊缝宽度与厚度灵活调整填丝量,避免出现焊缝凹陷、未填满等缺陷,尤其适用于锅炉、压力容器等对焊缝强度要求高的场景。设备的送丝机构采用步进电机驱动,送丝速度稳定可调,确保填丝量的精细控制,与焊接电流、焊接速度形成协同匹配,实现焊缝的均匀熔合。在厚壁压力容器环形焊缝焊接中,填丝焊接工艺通过多层多道焊接与精细填丝,确保焊缝从根部到表面的均匀熔深,提升焊缝的整体强度与韧性,满足压力容器承压运行的严苛要求。浙江轨道环缝焊机