商机详情 -
东莞国产装配流水线制造
自动扫码功能贯穿于汽车油箱装配流水线的全过程,实现了生产数据的实时采集与追溯管理。在油箱壳体上线时,自动扫码设备会读取壳体上的原始标识,将其录入生产管理系统,建立产品档案。在泵阀装配工位,扫码设备会记录泵阀的型号、序列号等信息,并与油箱标识关联,确保泵阀与油箱的匹配性。管路装配时,扫码记录管路的规格、生产批次等数据,为后续的质量追溯提供依据。在自动嵌环锁紧、自动插管等关键工序,扫码设备会将装配参数(如锁紧力、插管深度等)与油箱标识绑定存储。当油箱经过电性能测试、气密性测试、视觉检测等环节时,扫码功能会记录各项检测结果,形成完整的质量检测报告。之后,在产品下线时,通过扫码汇总所有生产和检测数据,生成产品合格证书,实现了从原材料投入到成品出厂的全流程数据追溯,为生产过程的优化和质量问题的分析提供了可靠的数据支撑。预留接口支持自动化扩展,适应未来升级。东莞国产装配流水线制造

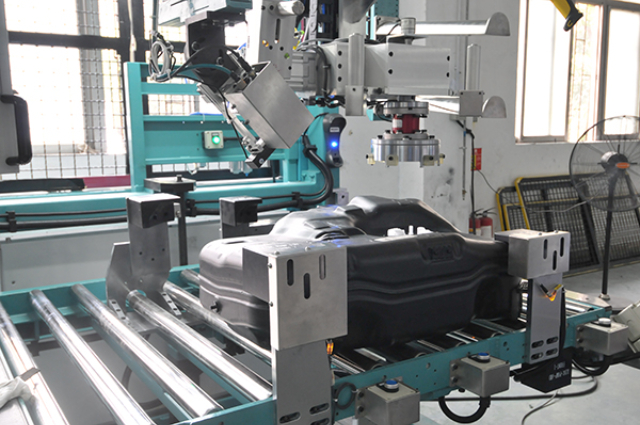
汽车油箱装配流水线的自动插管功能具备自适应调节能力,能够应对管路和接口的微小尺寸偏差。在实际生产中,由于制造误差的存在,管路和接口的尺寸可能会存在微小的偏差,若插管设备采用固定的操作参数,可能会导致插管困难或装配不到位。自动插管设备的自适应系统通过安装在机械臂末端的力传感器和位移传感器,能够实时感知插管过程中的阻力变化。当插管阻力超过预设阈值时,系统会判断可能存在尺寸偏差,此时会自动调整机械臂的推进速度和方向,通过微调插管角度来降低阻力,确保管路能够顺利插入接口。同时,设备还会根据接口的实际尺寸自动补偿插管深度,即使接口位置存在微小偏移,也能保证管路插入的有效深度符合要求。这种自适应调节能力,提高了自动插管功能对制造误差的容忍度,减少了因零件尺寸偏差导致的装配故障。东莞国产装配流水线制造流水线工序衔接流畅,实现油箱装配自动化生产。
气密性测试设备会结合自动扫码功能记录的产品信息,对不同类型的油箱执行差异化的测试标准。不同材质、不同结构的油箱(如塑料油箱和金属油箱、带燃油泵的油箱和普通油箱)其气密性要求和测试方法存在差异。通过自动扫码识别油箱的类型和型号后,气密性测试系统会自动调用对应的测试参数,如测试压力值、保压时间、允许压力降范围等。对于塑料油箱,由于其材质的弹性特性,测试压力会设置得相对较低,保压时间适当延长;对于金属油箱,测试压力可以设置得较高,以更严格地检验其密封性能。同时,扫码信息还会告知测试系统油箱上的接口数量和位置,使设备能够有针对性地对各接口的密封情况进行重点监测。这种差异化的测试方案,既保证了测试结果的准确性和合理性,又避免了对所有油箱采用统一标准导致的过度测试或测试不足问题。
管路装配是汽车油箱装配流水线中另一重要组成部分,承担着燃油在油箱内部及与外部系统连接的关键作用。流水线采用模块化设计,可适配不同车型油箱的管路布局需求。管路输送采用智能料道系统,通过 RFID 技术对不同规格的管路进行识别与分拣,确保每种管路准确输送至对应的装配工位。在管路装配过程中,设备配备的激光轮廓传感器会对管路接口的尺寸和形状进行在线检测,只有符合公差要求的管路才会进入装配流程。机械臂在抓取管路后,会根据预设的三维路径进行移动,将管路两端准确插入对应的接口。对于需要紧固的管路接头,自动拧紧装置会按照设定的扭矩参数完成锁紧操作,扭矩控制精度可达 ±2%。装配完成后,管路的走向和固定情况会被视觉系统二次核查,确保无扭曲、无干涉,为油箱的正常燃油流通提供可靠保障。视觉检测光源自适应,确保成像清晰稳定。
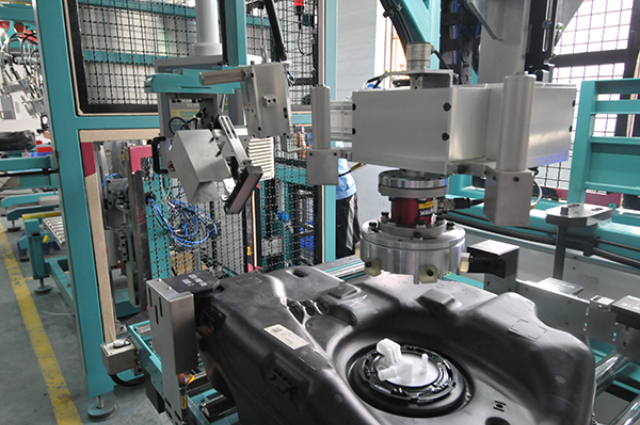
自动插管设备的末端执行器集成了多种传感器,实现了插管过程的准确感知和智能控制。末端执行器除了配备力传感器和位移传感器外,还安装有视觉传感器和温度传感器。视觉传感器用于在插管前再次确认接口位置,确保机械臂的定位精度;温度传感器用于监测管路和接口的温度,当温度过高时(如在夏季高温环境下),会提示设备调整插管参数,因为高温可能导致管路材质变软,需要降低插管力。在插管过程中,各传感器的数据会实时传输至控制系统,形成多维度的感知数据。控制系统通过智能算法对这些数据进行融合分析,判断插管过程是否正常,如发现异常情况(如力传感器数据突变可能提示管路堵塞),会立即发出指令停止插管动作,并启动相应的故障处理程序。这种多传感器融合的智能末端执行器,为自动插管过程的准确控制和安全保障提供了有力支持。视觉检测缺陷自动标记,指导后续返修。中山自动装配流水线欢迎选购
电性能测试快速响应,不影响流水线节拍。东莞国产装配流水线制造
视觉检测系统在汽车油箱装配流水线中采用多相机协同工作模式,确保对油箱装配质量的完全覆盖。由于油箱的结构复杂,存在多个装配面和隐蔽部位,单相机难以实现整体检测。视觉检测工位配备有多个高分辨率工业相机,分别从顶部、底部、侧面等不同角度对油箱进行拍摄,每个相机负责特定区域的检测任务。例如,顶部相机主要检测泵阀、传感器等顶部部件的装配情况;底部相机重点检测底部管路接口和焊接缝的质量;侧面相机则负责检测侧面管路的走向和固定情况。各相机拍摄的图像数据会被传输至中心图像处理单元,进行统一的分析和处理。系统会对各相机的检测结果进行汇总,形成完整的质量检测报告。这种多相机协同检测模式,消除了检测盲区,确保了对油箱各个关键部位装配质量的整体监控,提高了质量检测的覆盖率和可靠性。东莞国产装配流水线制造