商机详情 -
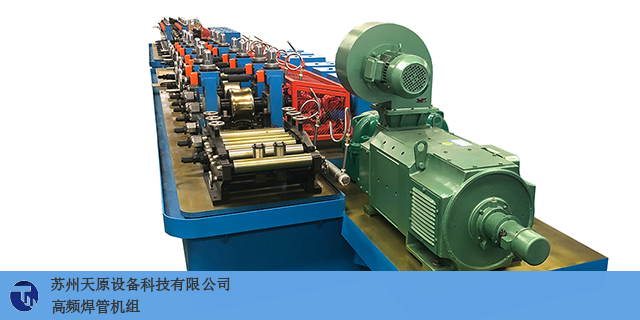
江苏好的焊管机组产品介绍
苏州天原设备科技有限公司高频焊管机组保养建议:高频焊管机组在正常工作中,总会受到损坏,如何才能在日常生活中正确维护,从而延长其使用寿命是大家关心的问题,下面就来为大家讲解一下。在使用过程中,要严格按照说明书中的操作流程进行操作,在机械运转之前要检查机械的各个零部件是否能够正常工作,有没有出现什么故障,只有当机器的零件和指标都正常时,我们才能启动并投入生产,否则就会造成对机械的损耗。在检查了高频焊管机组的部件后再开机运行,在机械生产过程中,需要确保机械的温度和生产条件的稳定,如果机器出现故障,我们需要及时停止生产,检查机器的哪些部件出了故障,以免造成更大的损失,主要故障包括机械运转不稳定以及在运转过程中是否有异响等问题,出现问题就应该及时检查。机器使用一段时间后,要注意定期润滑和清洁机器,确保其清洁,只有这样机器才能正常运行,使用过程中才比较轻便,机器中老化的零件需要及时更换,以确保机器正常运行,还有就是在机器不使用的时候也要好好地保管高频焊管机组,不能任意丢弃。常用的维护方法:1.平日要做好高频焊管机的检查工作,检查管道是否正常,如实记录固态高频焊管机机械状况。焊管机组有哪些注意的分类?江苏好的焊管机组产品介绍
焊管机组
焊管机组如果出现辊跑偏,也可能是上辊压力不均上辊压力不均匀时,可造成上平辊倾斜压偏,使上下辊的孔型两则间隙不一样,这时,管坯就会向孔型问隙大的一侧跑偏,即在变形角小于90“时,管坯向压力小的一侧南起;变形角大于90*时,管还会向压力大的一侧翻起,可以见一下实际的图。封闭孔型中的管坯也会向压力小的方向旋转,以达到控制管缝的方向。遇到这种情况时,调整平辊的压下量,使上辊保持在水平位置上,并借助平辊的前道立辊加以辅助性的方向调整即可。山西正规焊管机组销售厂家这些企业会采购焊管机组!
焊管机组还得了解相关的技术,比如高频焊。它的定义,高频焊(high-frequencywelding)是以固体电阻热为能源。焊接时利用高频电流在工件内产生的电阻热使工件焊接区表层加热到熔化或接近的塑性状态,随即施加(或不施加)顶锻力而实现金属的结合。因此它是一种固相电阻焊方法。高频焊根据高频电流在工件中产生热的方式可分为接触高频焊和感应高频焊。接触高频焊时,高频电流通过与工件机械接触而传入工件。感应高频焊时,高频电流通过工件外部感应圈的耦合作用而在工件内产生感应电流。高频焊是专业化较强的焊接方法,要根据产品配备专门设备。生产率高,焊接速度可达30m/分钟。主要用于制造管子时纵缝或螺旋缝的焊接
扩口强度和压扁强度比较好,焊管坯的几何尺寸,管坯的宽厚偏差会改变边缘的加热温度和挤压量,合格的产品需要符合标准。如果管坯边缘存在弯曲、镰刀弯及波皱等现象,通过成型机时就会偏离孔型,造成带钢两边弯曲,轧辊调整不好也会造成带钢跑偏或管坯变形等现象,影响焊和质量或根本无法焊和。低压流体输送用焊管也叫普通焊管,俗称黑管,低压流体输送用镀锌焊管又称镀锌电焊钢管,俗称白管,普通碳素钢电线套管是工业与民用建筑、机械设备安装等电气安装工程中用于保护电线的钢管,直缝电焊钢管是焊缝与钢管纵向平行的钢管。高频焊管是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢局部加热到熔化状态,通过轧辊的挤压,使对接焊缝实现晶间接合,从而符合焊缝焊和的要求,高频焊管是一种感应焊,它不需要焊缝填充剂,不产生焊和飞溅,焊和热影响区窄,成形美观,焊和力学性能好,因此在钢管的生产中是比较常用的。焊管机组到底是什么呢?

高频焊技术也会用于焊管机组中,它的高频电流的两大效应的内容为:集肤效应——当导体通以交流电流时,导体断面上出现的电流分布不均匀,电流密度由导体中心向表面逐渐增加,大部分电流zhi沿导体表层流动的一种物理现象。导体的电阻率越低、磁导率越大、电流的频率越高,其集肤效应越有用。邻近效应——当高频电流在两导体中彼此反向流动或在一个往复导体中流动时,电流会集中于导体邻近侧流动的一种特殊的物理现象。高频焊通常使用的电流频率范围为300~450kHz,有时也使用低至10kHz的频率。使用过程中,焊管机组要注意哪些问题?吉林正规焊管机组诚信合作
焊管机组的轧压线是什么?江苏好的焊管机组产品介绍
从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。江苏好的焊管机组产品介绍