商机详情 -
江苏性能优良焊管机组产品介绍
焊管机组轧制线是焊管机组上所有轧辊包括矫平辊、成型平立辊、导向辊、挤压辊、去毛刺托辊、压光辊、定径平立辊、矫直辊等轧辊的校调基准线,也是与其配套的相关辅机设备例如开卷机、螺旋活套、飞锯、输送辊道等安装校调的基准线,是轧制底线和轧制中线的总称,就如人体的脊椎,在所有焊管生产工艺参数中具有举足轻重的作用。轧制线:事实上,焊管机组上并不存在这样一条实物线,轧制线在机组安装或者换辊时才被人们用细钢丝表示出来。焊管机组常见的机械损伤。江苏性能优良焊管机组产品介绍
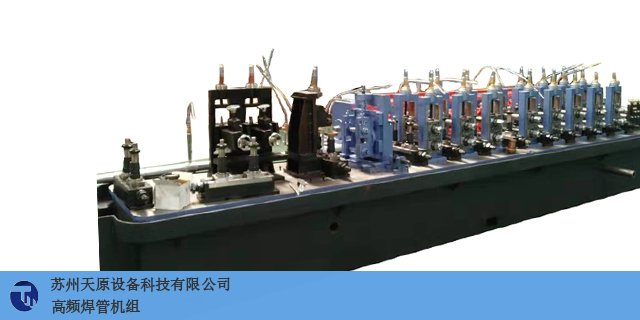
焊管机组
焊管机组轧制线平时隐性存在的这条线主要表现在以下方面:1.从焊管机组侧面看,它叫做“轧制底线”,是所有下平辊孔型喉径和所有立辊孔型完整弧线外缘点的安装基准,要求全部平辊孔型喉径点和全部立辊完整孔型外缘点的连线必须与轧制底线重合。轧制底线具有只有性与多样性特点。只有性是针对每一次具体换辊及其生产周期,它是只有的校调基准;多样性则是指轧制底线具有“水平”、“上山”、“下山”、“直线”与“曲线”等不同形制。轧制底线不同,对成型管坯边缘纵向延伸量的多少与性质会产生重要影响。2.从焊管机组上面看,它叫“轧制中线”,是所有轧辊孔型及前后配套设备的对称线,其对焊管线所有主机辅机设备的联动性及正常生产运行及其重要。当采用水平轧制底线时,轧制中线的投影与之重合。由此可见,轧制底线与轧制中线的关系为:轧制底线可以当成轧制中线使用,这也是在日常换辊操作中,只拉轧制底线而不用拉轧制中线的缘故。河北性能优良焊管机组厂家直销焊管机组的工作特点是什么?
焊管机组平辊跑偏原因分析平辊发生跑偏主要有以下几种原因造成(不包括原料的镰刀弯等缺陷)。(1)孔型中心不正孔型中心位量不正时管坯在轧制过程中就会偏离轧制中心线而发生跑偏。在孔型变形角大于90°时,上下辊孔型中心都不正时,管坯就会向孔型中心偏移方向翻起,当下辊孔型中心不正时,管坯也同样会向孔型中心偏移方向翻起;当上辊孔型中心不正时,管坯则会向相反方向翻起.如果管坯变形角小于90"时,除上下孔型整体偏移时与大于90°变形相反外,其余均与同类型偏移翻起方向相同。这是轧辊的几种轴向位移后,而造成的孔型中心不正,致使管坯跑偏的具体表现。在处理中,可根据轧辊的装配结构,检查轧辊的定位装置和轴等有无锁定失效和松动失控的现象,并及时调整紧固后再生产。
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。焊管机组前沿的技术说明。

从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。哪里有批发焊管机组的厂家?制造焊管机组厂家供应
焊管机组的价格是什么?江苏性能优良焊管机组产品介绍
高频直缝焊管是使用从钢厂进来的用钢带或钢板通过压力机或者高频直缝焊管机制造出的圆形高频直缝焊管、再采用二保焊或者埋弧焊焊接成型,使用这个方法制造的焊管都可称为高频直缝焊管。高频直缝焊管比无缝钢管成本低、生产效率高,可加工尺寸以及厚度范围比较广,采用的坯料主要以钢板为主。高频直缝焊管在酸性环境中耐蚀能力较强。高频直缝焊管生产工艺钢板检测:用来制造高频直缝焊管的钢板进入生产线之前,首先进行全板超声波检验;下料:通过铣边机对钢板的两侧边缘进行铣削,使之达到需要的钢板宽度以及板边平行度和坡口形状;预弯:使用预弯机进行板边的预弯,符合曲率的要求,厚度较大的可以使用压力机进行预弯。成型:在成型机上首先将预弯后的钢板的一半进行多次碾压,使其成为"J"形,再将钢板的另一半进行同样操作,压成"C"形,然后制造出开口的"O"形预焊:成型后的高频直缝焊管合缝并采用气体保护焊进行连续焊接;内焊:采用纵列多丝埋弧焊(可为四丝)在高频直缝焊管的内侧进行焊接;外焊:采用纵列多丝埋弧焊在高频直缝焊管的外侧进行焊接;修整:对整根焊机钢管进行修整保证客户需要的尺寸,并改善钢管内应力的分布状态。江苏性能优良焊管机组产品介绍