商机详情 -
上海好的焊管机组规格
选用优良的正反面电弧焊,可使焊和保持在好的位置,不易出现边缘偏移、焊和误差、焊缝不完整等现象,焊和质量易于控制,对高频焊管进行100%的产品质量检验,合理检验和网络监控钢管生产的过程,合理确保产品质量,生产线的机器设备都有与计算机数据采集系统连接的功能,能够迅速保持传输数据。高频焊管有哪些优点?与无缝管相比较,高频焊管生产具有连续性强、效率高、成本低的特点,焊管在整个管道中的比重也在增加,高频焊管的生产从生产效率和经济效益来看,具有没污染、低噪声的特点,不产生废水和废气,生产中采用循环水冷,节省人力,单班需要5-8人就可以了。在使用方面,随着焊管焊和质量和无损检测的升高,焊管的使用越来越受欢迎,逐渐取代了无缝钢管,焊管的增长速度比无缝钢管快。高频焊管工艺在许多方面都有优势,对管坯材质和钢管规格尺寸的适应性较广,高频焊管不但可以升高焊和速度,同时可以获得热影响区小及烧透性良好的焊缝。高频焊管机组可以正常生产异性管,同时生产更多的方、矩形管,由于方形和矩形管具有较大的截面模数,可以承受较大的弯曲力,节省大量金属,节省加工时间,减轻部件重量,因此在工农业各个方面都有普遍的应用。焊管机组要注意这些常见的问题!上海好的焊管机组规格
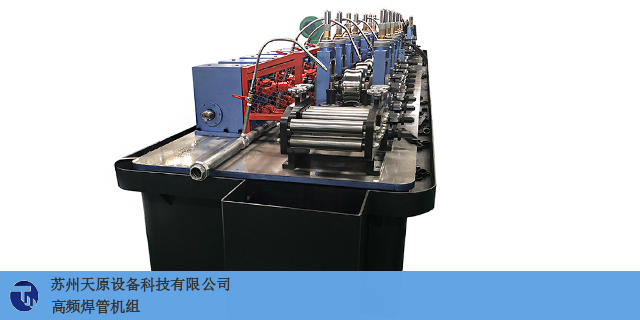
焊管机组
焊管机组是一种用于焊接钢管的设备,它在许多工程项目中都得到了广泛的应用。然而,焊管机组的使用需要注意一些问题,以确保安全和高效的操作。本文将从设备维护、安全操作和环境保护等方面介绍焊管机组的使用注意事项。首先,在使用焊管机组之前,必须对设备进行定期维护。焊管机组由许多部件组成,如焊接机、烟气处理设备、控制系统等,每个部件的正常工作都对整个机组的运行至关重要。因此,定期检查和维护设备是必不可少的。例如,焊接机需要检查电源和控制线路的连接是否牢固,电源电压是否稳定,电极是否磨损;烟气处理设备需要检查过滤器的清理情况,排风系统的正常运行等。定期的维护工作可以保证设备的长期稳定运行,延长设备的使用寿命。辽宁制造焊管机组出厂价格焊管机组常见的机械损伤。
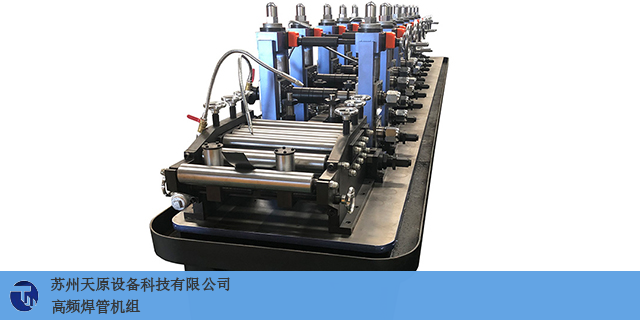
高频焊管是由带钢卷制成的螺旋式高频焊管,一般在高温下挤压成型,采用自动双线正反面电弧焊工艺焊和而成,高频焊管将带钢送入焊管机组,带钢由好几个轧辊冷轧并慢慢翻卷,产生一个张口空隙的圆精轧管,调节挤压成型轧辊的减薄量开展电焊焊和。如果间隙较大,邻近效应会减少,涡旋热将不够,焊和的晶体无法很好的熔合,造成不熔合或裂开,如果间隙小,邻近效应将上升,电焊的焊和热值过大,导致焊缝引燃,或是焊缝挤压成型冷轧产生凹坑,影响焊缝的工艺性能,精轧管的2个边沿加温到电焊焊和温度后,在挤压辊的挤压下,产生相互的金属材料颗粒物互相渗入结晶体,形成牢固的焊和,如果高频焊管的挤压压力很小,晶体总数会很少,焊缝金属材料的抗压强度会降低,导致压缩后产生裂纹,如果挤压压力过高,熔化金属材料会被挤压到焊缝中,不但会降低焊缝的抗压强度,还会引起大量的内外振纹,导致焊缝重复等缺点。在整个成形过程中,厚钢板匀称,残余应力小,表面不刮伤,高频焊管经生产加工后,在直径和壁厚规格型号范畴上具备很大的协调能力,尤其生产制造高质量厚壁管,特别是在中小型直径厚壁管时,具备别的工艺无可比拟的优点,能够满足客户对高频焊管规格型号的大量需求。
从焊缝断口可以看到一个光亮、平坦的平面断口。有时没有带钢边缘毛刺或或氧化皮、铁锈等,但V角过小或电压过高也会产生预弧现象,这是由于带钢边缘的高压电放电造成的。预弧缺陷预防措施:(1)V形角严格控制在4~6(2)带钢的边缘清洁光滑无毛刺(3)保持冷却水清洁,控制冷却水流向,尽量避免流向V角熔合不足这类缺陷是由于两带钢边缘虽被加热但没有完全熔合,未形成良好的焊缝。导致熔合不足直接的原因是焊接时加热的热量不足。引起焊接热量不足的相关因素很多,例如高频功率的输出、V角角度和加热长度,磁棒的位置,磁棒的工况及冷却、感应圈的尺寸、焊接速度等等。这些因素互相影响,综合产生作用导致此类缺陷。熔合不足缺陷防止措施:(1)焊接输入热量与焊接速度的匹配,管坯原材料特性(2)磁棒工况(3)V角角度及加热长度(4)感应圈规格设备的稳定性及良好状态是不产生缺陷的基本条件,完善工艺参数的记录和分析工作,可以提高管子的质量。高频焊管机组与焊管机组是不一样的。
由此产生的摩擦力无法与实腹轧制相提并论。该特点要求,定径平辊的线速度必须比成型平辊的略快,这样才能获取定径工艺所需要的更多摩擦力。(4)主动轧制与被动轧制并存。定径平辊在轧制中除了减径变形之外,另一个重要功能是提供焊管运行的驱动力,而定径立辊施力则阻碍焊管运行。这一特点要求,在进行定径平、立辊调整时,不能*关心尺寸调整,还必须兼顾平辊轧制力与立辊轧制力的调整,确保平辊轧制力大于立辊轧制力,这是调整定径平、立辊时必须遵循的一条基本原则。(5)定径平辊孔型比较大轧制力与比较大线速度相悖。以定径圆孔型为例,在正常生产过程中,要注意防止圆管上下和水平两个方向的尺寸超上差。(6)小孔型接纳大焊管。根据定径工艺与定径原理,进入下一道定径辊孔型之前的焊管几何尺寸总是大于该道孔型尺寸。实际操作中,为了避免焊管进入孔型时与孔型比较大线速度A、B发生摩擦,总是将与之对应的焊管部位尺寸调整成略小于孔型尺寸。这种理论设计圆孔型与实际将焊管调整为椭圆的矛盾,直接导致两个不利后果:一是增大前道孔型边缘与焊管的摩擦力,加速孔型边缘磨损;二是在焊管面上、对应于孔型边缘的部位易产生压伤。尽管这种磨损与压伤有时较轻微。操作焊管机组要注意的事项。辽宁制造焊管机组出厂价格
高频焊管机组找谁购买?上海好的焊管机组规格
高频焊管:高频焊管的口径通常比较小,另外无需经过焊丝,所以在扩展时开裂的可能性很小。从焊接速度来看,对于外径小的,比如1英寸以下的,速度可以达到200米/分钟。压接方式通常有两种,一种是焊接,另一种是熔融焊接,前者相比较而言对于钢管的营销更小。高频焊接即采取的08c6e62d-caef-457e-8c08-b。从加工角度焊接焊管主要是将钢板折弯成圆筒,后再焊接成型方式简单,并且效率也很好。双面埋弧焊管需要采用焊丝,它是绕制成筒方式复杂焊缝比直缝管长很多,生产效率也会低很多,但在强度耐压能力上,可能会强一些。它还有别的优点,比如说,很好的实现了自动化。其次,基于两方面性能比较强,所以得到的产品焊接质量较高。一方面是热交换,另一方面是保护性能。基于高频焊管的过程比较简单,所以相对而言,高频焊管的生产效率要更高一些,但是基于双面埋弧焊管不断的发展,其生产效率也在进一步的提高。总而言之,两种焊接方式各有其优缺点。高频焊管的优势是开裂可能小,焊接速度快,焊接成型方式简单,生产效率高。双面埋弧焊管的主要优势是实现了自动化,焊接质量高等方面。至于在实际中应该选择哪种焊接方式,还需要根据具体情况具体分析。上海好的焊管机组规格