商机详情 -
青岛溴化锂机组调试
循环系统故障:溶液泵、冷剂泵流量不足或扬程不够,会导致溶液、冷剂水循环不畅,影响制冷循环。例如,溶液泵叶轮磨损后,流量减少 30% 以上,发生器内溶液喷淋量不足,无法充分吸收热源热量,制冷量下降。辅助系统异常:冷却水系统(冷却塔散热不足、冷却水流量不够)、热源系统(蒸汽压力过低、热水温度不足)故障,也会间接导致制冷量下降。如冷却塔填料老化后,散热效率下降,冷却水出口温度升高至 35℃以上,冷凝器换热效果变差。普星制冷以人才和技术为基础,创造优异产品和服务。青岛溴化锂机组调试

换热管清洗除垢:物理清洗:高压水清洗:对于结垢较软、堵塞较轻的换热管,采用高压水射流清洗(压力 15-20MPa),配备旋转喷头,确保清洗液均匀作用于管内壁,水垢与杂质。清洗后需用清水冲洗管内残留杂质,避免二次堵塞。机械清洗:对于硬质水垢或堵塞严重的换热管,使用通管器(如钢丝刷、尼龙刷),通过机械旋转去除水垢,通管器直径需与换热管内径匹配,避免划伤管壁。化学清洗:酸洗除垢:针对碳酸钙、硅酸盐等水垢,配置酸洗溶液(如 10%-15% 盐酸 + 0.5% 缓蚀剂 + 0.3% 渗透剂),将溶液循环通入换热管内,控制酸洗温度 40-50℃,酸洗时间 2-4 小时。酸洗过程中需定期检测溶液浓度与 pH 值,避免过度酸洗腐蚀管壁。酸洗完成后,用清水冲洗至 pH 值 6-7,再通入钝化液(如 5% 亚硝酸钠溶液)钝化 1-2 小时,在管壁形成保护膜,防止再次腐蚀。碱洗除垢:对于油脂类污垢或藻类堵塞,采用碱洗溶液(如 5%-8% 氢氧化钠 + 2% 碳酸钠 + 0.5% 表面活性剂),加热至 60-70℃,循环清洗 1-2 小时,去除污垢后用清水冲洗干净。枣庄直燃型溴化锂机组维保客户至上,精诚服务,绝不拖拉,团结一心。
故障维修完成后,需通过系统性验证确保机组恢复正常运行,同时构建预防体系,减少故障复发概率,实现机组长效稳定运行。(一)维修后验证流程单机试运转:逐一启动溶液泵、冷剂泵、冷却塔风扇等设备,检查各设备运行状态,确保无异响、振动,参数(电流、压力、温度)符合要求。系统联动试运转:启动整个机组,运行 2-4 小时,实时监控关键参数(冷水温度、冷却水温度、溶液浓度、真空度、制冷量等),确保参数稳定在设计范围内,无故障报警。负荷测试:逐步增加机组负载(从 50% 负载升至 100% 负载),测试机组在不同负荷下的运行性能,确保制冷量、能耗指标达标,验证维修效果。安全装置测试:测试过载保护、超温保护、真空度保护等安全装置的灵敏度,模拟故障场景(如电机过载、溶液超温),确保安全装置能及时动作,保护机组安全。
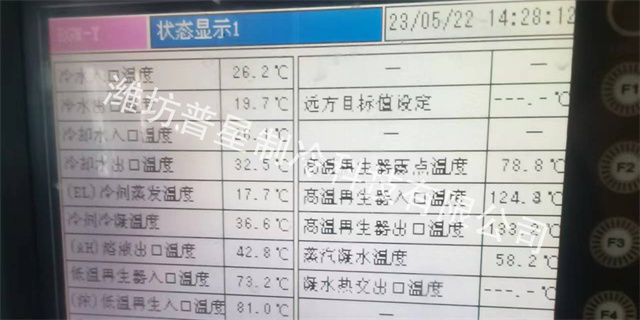
换热效率下降的诊断方法温度差检测:测量各换热部件进出口介质温度差,对比设计值判断换热效率:蒸发器:冷水进出口温差设计值通常为 5-7℃,若实际温差低于 3℃,说明换热效率下降。冷凝器:冷却水进出口温差设计值通常为 5-8℃,若实际温差低于 3℃,表明换热效率降低。发生器:热源(蒸汽 / 热水)进出口温差设计值根据热源类型而定(蒸汽通常为 10-15℃,热水通常为 8-12℃),若实际温差低于 5℃,需排查换热问题。压力降检测:测量换热管进出口介质压力降,若压力降超过设计值的 30%,可能是换热管堵塞或结垢导致。例如,冷却水通过冷凝器的压力降设计值为 0.1-0.2MPa,若实际压力降升至 0.3MPa 以上,说明换热管存在堵塞。普星制冷执着追求品质,演义服务新篇章。

法兰垫片更换:拆卸法兰螺栓时,需按对角线顺序逐步松开,避免法兰变形。清理密封面的旧垫片残渣与杂质,选择与原垫片材质一致的新垫片(常用材质为耐油橡胶、聚四氟乙烯),涂抹密封胶后均匀安装,螺栓按对角线顺序分 2-3 次拧紧,确保密封面受力均匀。阀门密封填料更换:关闭阀门前后截止阀,排空阀体内溶液,拆卸阀杆压盖,取出老化填料(常用填料为石墨盘根),清理填料腔后,将新填料按 “切口错开 90°” 的方式逐层填入,每层填料需用压盖轻轻压实,***拧紧压盖螺栓,确保阀杆转动灵活且无泄漏。普星制冷:诚信服务用户、团结进取、争创效益。潍坊热水型溴化锂机组售后
普星制冷为你所想,为你所乐,为我人生,创造辉煌。青岛溴化锂机组调试
维修后验证:电机维修完成后,进行空载试运行与负载试运行:空载试运行:启动电机,运行 30 分钟,观察电机转速是否正常,有无异响、振动,测量电机外壳温度(不超过 70℃)与三相电流(平衡且无过载)。负载试运行:将电机与泵体连接,启动机组,运行 1 小时,检查泵体流量、扬程是否达标,电机运行状态是否稳定,确保无故障后投入正常使用。电机维修安全注意事项维修过程中需全程佩戴绝缘手套,使用绝缘工具,避免触电事故。烘干绕组时,需控制烘干温度与时间,避免温度过高导致绝缘漆碳化,或温度过低导致烘干不彻底。电机组装时,需确保各部件安装到位,螺栓拧紧力矩符合要求,避免运行时部件松动引发振动与噪音。青岛溴化锂机组调试