商机详情 -
苏州设备plc控制柜企业
企业采购低压plc控制柜,精确选型是生产稳定的基础。首要关注CPU性能,根据控制点数选对应型号,如100点以内选西门子S7-1200系列,运算速度≥0.1μs/位;其次是I/O点数预留,需比实际需求多20%,避免后期扩容麻烦;第三是存储容量,复杂程序选≥1MB用户内存;第四是通信协议,确保支持Modbus TCP、Profinet等常用协议;第五是柜体防护,车间粉尘选IP54。作为低压plc控制柜厂家,我们可以根据电机参数、控制逻辑出具方案,避免因参数mismatch导致的设备闲置。选择阿罗仕plc控制柜,不只是选一件设备,更是为您的生产稳定与发展保驾护航。苏州设备plc控制柜企业
plc控制柜内接触器线圈电压需与供电系统匹配,避免电压不符导致接触器无法正常吸合。接触器通过线圈通电产生电磁力吸合触点,实现主回路通断控制,线圈电压是其关键参数,若与供电系统电压不匹配,会直接导致接触器失效:电压过高会使线圈电流剧增,短时间内烧毁线圈;电压过低则电磁力不足,触点无法吸合或吸合不紧密,导致触点发热烧蚀。常见线圈电压规格有 AC220V、AC380V、DC24V、DC110V 等,选型时需严格核对控制回路供电电压,例如 PLC 输出为 DC24V 的控制回路,需选用 DC24V 线圈的接触器;传统继电器控制回路为 AC220V 时,应匹配 AC220V 线圈。安装后需进行通电测试,观察接触器吸合是否顺畅、有无异响,测量线圈实际电压是否在额定电压的 ±10% 范围内,确保长期可靠运行。苏州设备plc控制柜企业PLC控制柜的安装调试需要专业团队进行,确保质量。

重要场景的plc控制柜需预留备用回路,应对后期设备扩容或回路故障临时替换需求,重要场景(如医院手术室、数据中心、工厂关键生产线)对供电可靠性要求高,若plc控制柜无备用回路,后期设备扩容时需重新布线、改造柜体,影响现有设备运行;若某一回路出现故障,需停机维修,可能导致严重后果(如医院手术室停电影响手术、数据中心停机导致数据丢失)。因此,重要场景的plc控制柜需预留备用回路,备用回路的数量需根据实际需求确定,通常为总回路数的 10%-20%,如总回路数为 20 路的plc控制柜,需预留 2-4 路备用回路。备用回路需配备完整的元件(如断路器、接线端子、线槽),接线端子需做好标识(如 “备用回路 1”“备用回路 2”),备用回路的导线规格需与同类型工作回路一致,确保后期扩容时可直接使用;若工作回路出现故障,可将负载临时切换至备用回路,保障设备连续运行,待故障排除后再切换回工作回路。此外,备用回路的断路器需处于分闸状态,避免误合闸导致短路。
采购低压plc控制柜需警惕“低价诱惑”,4步鉴别优劣。一看柜体工艺,高质量柜用1.5mm-2.0mm冷轧钢板,酸洗磷化+静电喷塑,边角无毛刺,承重梁加固;二查元器件溯源,PLC、电源、端子等需有清晰品牌标识,支持官网验证;三测接线工艺,采用线槽分区布线,线号激光打印,端子压接用力矩扳手;四验绝缘性能,主回路绝缘电阻≥10MΩ,控制回路≥5MΩ。劣质产品常用翻新PLC、劣质端子,短期内故障频发。我们每台柜均通过通电测试,提供第三方检测报告,让采购放心。符合环保标准的阿罗仕plc控制柜,助力您在保障生产的同时建设绿色工厂。

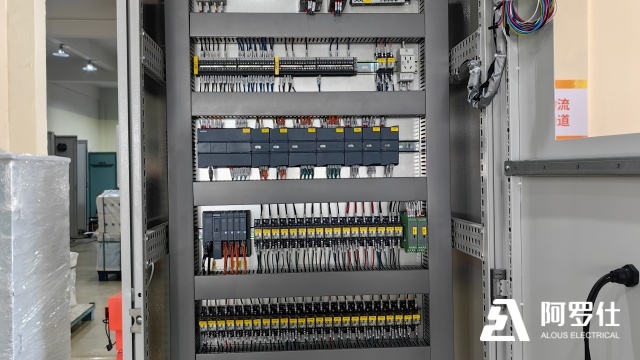
plc控制柜内需合理布局断路器、接触器、继电器等元件,确保布线规范,这是保障plc控制柜稳定运行、降低故障风险和便于维护的关键。布局时需遵循 “强电在上、弱电在下,发热元件分散布置” 的原则:断路器、接触器等强电元件电流大、发热多,应布置在柜体上部或通风良好区域,避免热量积聚;PLC、传感器信号线等弱电元件易受电磁干扰,需布置在柜体下部,与强电元件保持一定距离(通常不小于 150mm)。布线时导线需分类整理,用线卡或线槽固定,避免交叉缠绕,同时导线弯曲半径需符合标准(如铜芯导线弯曲半径不小于导线直径的 6 倍),防止绝缘层破损。规范的布局和布线不只能减少电磁干扰,还能让检修人员快速识别元件和回路,缩短故障排查时间。阿罗仕plc控制柜注重适配性与兼容性,轻松实现新旧设备无缝衔接,提升整体效率。风机plc控制柜盘柜厂
现代PLC控制柜支持云端数据存储,方便数据管理。苏州设备plc控制柜企业
新投用的plc控制柜需逐路测试回路通断,核对过流、过载保护定值是否与设计方案一致。新柜投用前的测试是避免安装错误和设计缺陷的关键环节,直接影响后期运行安全。逐路通断测试需使用万用表或导通测试仪,从电源进线端开始,依次检测每一条主回路、控制回路的导线连接是否导通,有无错接、漏接情况,特别注意相线与零线、地线是否混淆。过流、过载保护定值核对则需使用继电保护测试仪,模拟不同电流值输入断路器、热继电器等保护元件,记录其动作电流和时间,与设计方案中的定值(如断路器过载定值 10A、热继电器整定电流 8A)比对,偏差需控制在 ±5% 以内。测试顺序应遵循 “先控制回路后主回路、先空载后带载” 原则,确保发现问题时能快速定位,所有测试合格并记录存档后,方可正式投用。苏州设备plc控制柜企业