商机详情 -
云浮维生素特种浓缩解决方案
在纺织印染行业的退浆废水处理方面,广州弘盛的特种浓缩技术攻克了浆料回收与水资源回用难题。退浆废水中含有大量的聚乙烯醇(PVA)浆料,传统处理方式不仅浪费资源,还易造成二次污染。弘盛研发的 “超滤 - 纳滤膜分离浓缩” 工艺,利用超滤膜分离废水中的悬浮物和大分子 PVA,再通过纳滤膜进一步浓缩提纯 PVA。回收的 PVA 浆料纯度可达 95% 以上,可直接回用于印染生产;处理后的清水达到印染工艺用水标准,实现了废水的零排放。某印染厂应用该技术后,每年可回收 PVA 浆料数百吨,节约生产成本超百万元。印染退浆废水经特种浓缩,PVA 浆料回收率超 95% 。云浮维生素特种浓缩解决方案

特种浓缩技术在新能源材料生产中扮演着重要角色。锂电池生产过程中产生的含锂废水若直接排放,不仅造成锂资源浪费,还会污染环境。广州弘盛的特种浓缩设备针对这类废水,采用陶瓷膜预处理结合电渗析浓缩的工艺,可将废水中的锂离子浓度从低含量提升至可回收利用的浓度。该技术利用电渗析膜的离子选择透过性,在电场作用下使锂离子定向迁移,从而实现高效浓缩。某锂电池企业引入弘盛的特种浓缩系统后,每年可从废水中回收数千公斤金属锂,既减少了原材料采购成本,又实现了废水的零排放,符合新能源行业绿色生产的要求。香洲区制药行业特种浓缩厂家特种浓缩技术攻克石油化工含硫废水处理与硫磺回收难题。
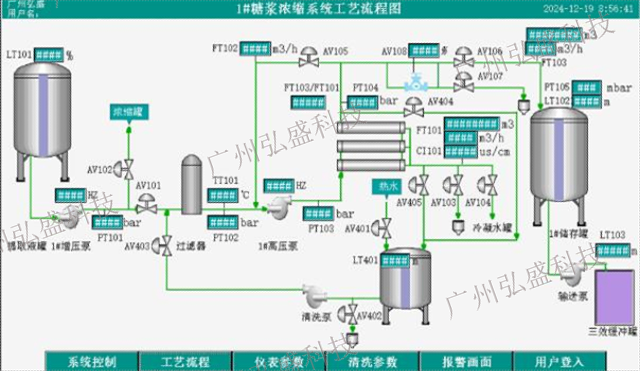
广州弘盛为制糖行业的糖蜜废水处理,开发出 “厌氧发酵 - 超滤 - 反渗透浓缩” 特种浓缩技术。糖蜜废水有机物含量极高,且含有大量糖分、氨基酸等物质。弘盛的工艺先通过厌氧发酵将废水中的有机物转化为沼气,实现能源回收;再利用超滤膜分离回收蛋白质等大分子物质;通过反渗透膜对废水进行浓缩,浓缩液用于制作液态肥,清液达到排放标准。某糖厂应用该技术后,每年可产生沼气数百万立方米,回收蛋白质上千吨,同时减少了废水排放量,实现了资源的循环利用。
广州弘盛的特种浓缩设备在智能化控制方面独具优势。设备搭载的 PLC 智能控制系统,可实时监测温度、压力、流量、电导率等关键参数,并通过人工智能算法自动调节运行状态。例如,当膜系统进水压力过高时,系统会自动降低水泵频率,防止膜元件损坏;当浓缩液浓度达到设定值,系统会自动切换排液和补液流程。此外,设备支持远程监控功能,客户可通过手机 APP 或电脑端实时查看设备运行数据,接收故障报警信息,方便远程运维。这种智能化设计不仅提高了设备运行稳定性,还降低了人工运维成本,提升了企业的管理效率。皮革废水特种浓缩,铬资源回收,污泥量大幅减少 。

广州弘盛针对冶金行业的含重金属酸性废水,开发出 “硫化沉淀 - 萃取 - 膜浓缩” 一体化特种浓缩技术。这类废水含有铜、锌、镍等重金属离子,若直接排放会严重污染土壤和水体。弘盛的工艺先通过硫化沉淀法将重金属转化为硫化物沉淀,实现初步分离;再利用高效萃取剂对沉淀中的重金属进行萃取富集;通过纳滤膜和反渗透膜对萃取后的废水进行深度浓缩。浓缩后的浓水经蒸发结晶得到重金属盐,清液回用于冶金工艺。某锌冶炼厂应用该技术后,重金属回收率超 98%,废水回用率达 85%,有效减少了水资源消耗与环境污染。汽车电泳废水特种浓缩,涂料循环利用,绿色生产 。从化区制药行业特种浓缩价格
化工废水特种浓缩,分离污染物,产出可回用资源 。云浮维生素特种浓缩解决方案
在稀土冶炼废水处理中,广州弘盛的特种浓缩技术兼顾环保与资源回收。稀土冶炼过程产生的酸性废水含有钍、铀等放射性元素及大量稀土离子。公司采用 “中和沉淀 - 萃取分离 - 膜浓缩” 工艺,先通过中和沉淀去除大部分放射性物质,再利用高效萃取剂分离回收稀土元素,通过纳滤膜和反渗透膜对废水进行深度浓缩。浓缩后的清液回用于冶炼工序,浓液中的稀土元素进一步提纯,回收率可达 95% 以上。该技术有效减少了稀土资源的流失,降低了废水处理成本,为稀土行业的绿色冶炼提供了关键技术支持。云浮维生素特种浓缩解决方案