商机详情 -
韶关染料行业纯水设备厂家
广州弘盛科技发展有限公司的纯水设备注重与用户现有生产和用水系统的兼容性。在项目实施前,公司的技术团队会深入了解用户的用水需求、现有管道布局和设备情况,制定个性化的解决方案。无论是对现有纯水设备的升级改造,还是新建纯水供应系统,我们都能确保新设备与原有系统无缝对接,不影响用户的正常生产和用水。同时,设备的接口和通讯协议符合行业标准,可方便地与用户的其他设备和管理系统进行集成,实现整体用水系统的智能化管理和优化运行。广州弘盛纯水设备 75% 水回收率减少水资源浪费。韶关染料行业纯水设备厂家
设备的安全性和稳定性是用户关注的重点,广州弘盛科技发展有限公司的纯水设备在这方面下足功夫。设备主体采用高质量的不锈钢和耐腐蚀材料制造,具有良好的抗压、抗腐蚀性能,能适应不同的使用环境,使用寿命长达 15 年以上。电气系统配备完善的过载、短路、漏电保护装置,有效保障设备和人员安全。为应对突发情况,设备还设置了备用电源和应急供水系统,即使在停电或主设备故障时,也能保证短时间内持续供应纯水,避免因断水对生产造成影响,为企业的生产连续性提供可靠保障。番禺区双级RO纯水设备系统维护广州弘盛纯水设备定制产水量从 1 吨到 100 吨不等。

对于大型企业和工业园区,集中供水的纯水设备需要具备强大的处理能力和稳定性。广州弘盛科技发展有限公司的大型纯水设备,采用规模化、集约化的设计理念,单套设备的产水量可达每小时数十吨甚至上百吨。设备配备多组反渗透膜组件和高效的预处理系统,能够连续稳定地生产出高质量的纯水。同时,设备具备冗余设计,即使部分组件出现故障,其他组件仍能保证设备的基本运行,确保供水的连续性。此外,大型纯水设备还可与企业的智能化管理系统对接,实现远程监控和集中管理,提高企业的管理效率和供水安全性。
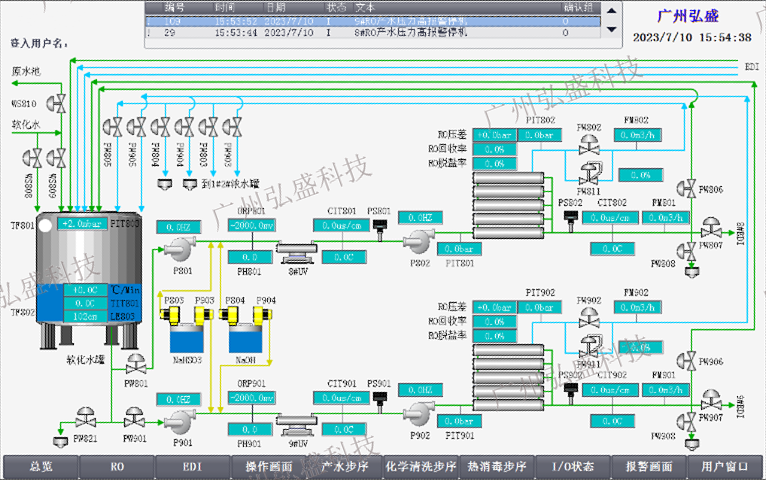
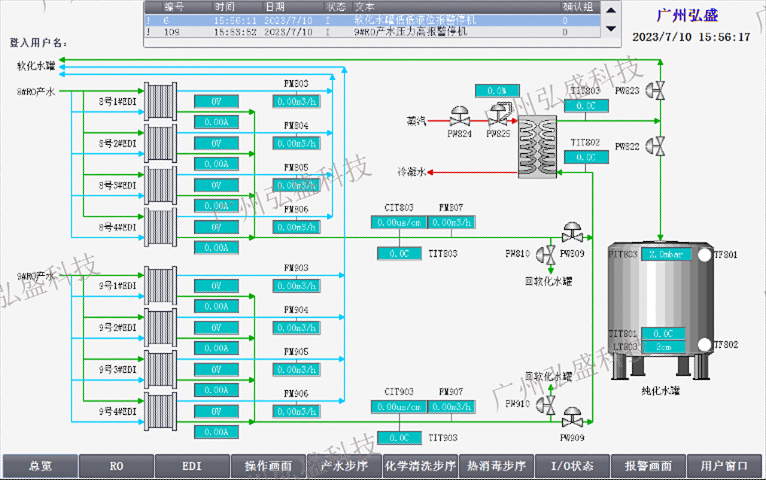
智能化是弘盛科技纯水设备的一大亮点。设备搭载智能控制系统,用户可通过触摸屏或远程终端对设备进行操作和监控。系统实时显示设备运行状态、水质参数、用水量等信息,当水质出现异常或设备发生故障时,会立即发出声光报警,并自动启动应急处理程序,确保设备安全稳定运行。同时,智能系统具备数据分析功能,可对历史运行数据进行统计和分析,为用户提供设备维护建议和优化运行方案,提前预判设备故障,减少停机时间,提高生产效率。智能化的设计让纯水设备的管理和使用更加便捷、高效。食品厂用广州弘盛纯水设备通过卫生监督部门检测。
广州弘盛科技发展有限公司积极参与行业标准的制定和技术交流,不断提升公司在纯水设备领域的影响力和话语权。公司的技术团队深入研究行业发展动态和前沿技术,将的研究成果应用于纯水设备的研发和生产中。同时,公司与行业内的企业、高校和科研机构保持密切合作,共同开展技术攻关和项目研究,推动纯水设备行业的技术进步和发展。通过不断创新和技术积累,弘盛科技的纯水设备始终处于行业水平,为用户提供更高质量、更先进的产品和服务。广州弘盛纯水设备 7×24 小时技术支持快速响应故障需求。荔湾区低温纯水设备解决方案
广州弘盛纯水设备 0.0001 微米反渗透膜拦截 99% 水中杂质。韶关染料行业纯水设备厂家
在制药行业,药品的质量与安全关乎生命健康,对纯水的质量要求近乎严苛。广州弘盛科技发展有限公司的纯水设备完全符合药品生产质量管理规范(GMP)的要求,广泛应用于原料提纯、注射液配制、设备清洗等关键环节。在注射用水(WFI)制备过程中,设备通过多级过滤、反渗透、离子交换等技术,确保水中微生物和内含量极低,保障药品的安全性。口服液灌装线清洗和 CIP(在线清洗系统)同样依赖高纯度的纯水,以防止杂质和微生物污染药品。以辉瑞疫苗生产为例,其纯水系统需全程严密监测微生物和内含量,广州弘盛的纯水设备能够为制药企业提供稳定可靠的纯水供应,为药品质量保驾护航。韶关染料行业纯水设备厂家