商机详情 -
河北塑料造粒机优势
从机头挤出的物料条需要通过切粒工艺制成颗粒状产品。常见的切粒工艺有水拉条切粒、风冷模面热切、水环切粒和水下切粒等。水拉条切粒适用于填充在 50% 以下的物料,物料挤出后先通过水槽冷却,再由切刀切成颗粒,这种方式生产的颗粒形状规整,表面光滑,但生产效率相对较低。风冷模面热切是利用旋转刀片将挤出的物料条在空气中切成颗粒,同时利用风冷系统对颗粒进行快速冷却,使颗粒迅速定型,避免粘连,适用于多种塑料物料的造粒,生产效率较高。水环切粒则是在水中将物料条切断,可降低物料与刀具之间的摩擦力,避免物料粘连,适用于处理粘性大的物料。水下切粒是将物料在水下直接切成颗粒,颗粒在水中迅速冷却,表面质量好,生产效率高,但设备成本较高。在实际生产中,需根据物料的特性、产品要求和生产规模等因素,选择合适的切粒工艺。料斗用于储存和输送物料,底部常设有截断装置,方便控制料流。河北塑料造粒机优势

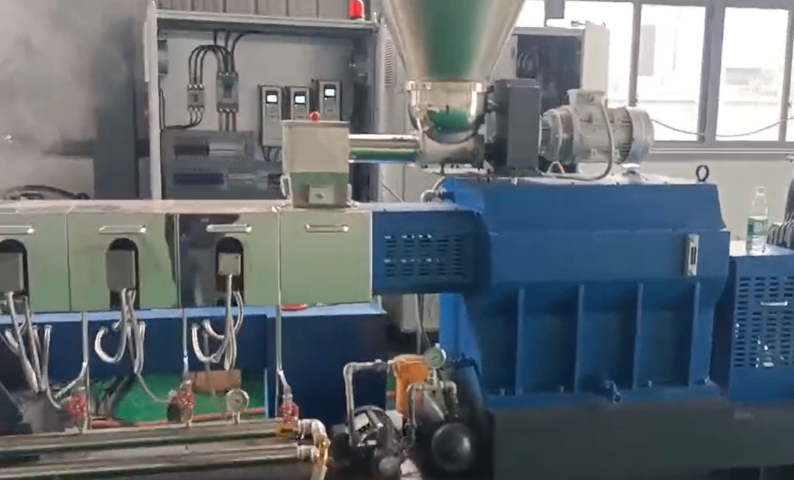
将准备好的原料投入双螺杆挤出机的进料口中,这一过程需要借助高效稳定的输送装置。常见的输送装置有螺旋式和皮带式,螺旋式输送装置通过螺旋叶片的旋转推动物料前进,输送量可通过调整螺旋叶片的转速来控制;皮带式输送装置则利用皮带的摩擦力带动物料,其输送速度较为稳定。在加料过程中,要保证物料均匀地进入挤出机的进料螺杆,避免出现物料堆积或断料的情况。对于粉状物料,因其流动性较差,可能需要对料斗进行适当改造或添加助流装置,如安装振动电机,通过振动使物料顺利进入螺杆。同时,根据物料性质和工艺要求,精确设置喂料速度,如在制作食品颗粒时,喂料速度需根据颗粒的大小和成型要求进行调整,确保物料的稳定供应,为后续的熔融和塑化提供保障。河北单螺杆造粒机检修风冷模面热切通过高速旋转的刀片将物料条在空气中切成颗粒。

全球塑料产业一直保持着稳定的增长态势,塑料产品广泛应用于包装、建筑、汽车、电子等众多领域。作为塑料加工行业的重要设备,造粒机的需求与塑料产业的发展紧密相连。随着塑料制品需求的不断攀升,对塑料颗粒这一基础原料的需求也水涨船高。为满足市场对塑料颗粒的大量需求,塑料造粒机的生产规模和产能不断扩大。同时,塑料制品的多样化和高性能化趋势,促使塑料造粒机不断创新,以生产出各种特性的塑料颗粒,如高硬度、高韧性、阻燃性等,为造粒机的发展提供了持续的动力。
单螺杆造粒机的螺杆一般分为加料段、压缩段和均化段。在加料段,螺杆底径较小,其主要任务是将原料平稳输送至后续阶段。螺槽深度 h1 通常为 (0.12 - 0.14) D(D 为螺杆直径),螺旋升角 φ 一般取 17°40′,以满足不同物料的输送需求。进入压缩段,螺杆底径逐渐变化,螺槽深度变浅,对物料进行压实、熔融,并建立压力。压缩比 ε(ε=h1/h3,h3 为均化段螺槽深度)和长度 L2 是关键参数,精确的参数设置能保证物料充分熔融和压实。均化段将压缩段已熔物料定量定温地挤到螺杆前端,此段螺槽深度 h3 一般为 (0.05 - 0.07) D ,进一步均匀塑化物料,稳定压力和温度,为机头挤出提供质量稳定的物料。造粒机是一种将粉状、块状或糊状物料加工成颗粒状产品的机械设备。
产学研合作是促进造粒机技术进步的重要途径。高校和科研机构在造粒机技术研发方面具有较强的科研实力和创新能力,企业则具有丰富的生产实践经验和市场资源。通过产学研合作,高校和科研机构可以将科研成果转化为实际生产力,企业可以获得先进的技术支持,提高自身的技术水平和创新能力。例如,高校和科研机构可以开展新型造粒工艺、材料等方面的研究,企业则可以参与研究项目,提供实际生产中的问题和需求,共同推动造粒机技术的发展。此外,产学研合作还可以培养高素质的专业人才,为造粒机行业的发展提供人才保障。自动化造粒机能够实时监测和调整生产参数,提高生产效率和产品质量的稳定性。河北单螺杆造粒机检修
造粒机的维护保养对于设备的正常运行和延长使用寿命至关重要。河北塑料造粒机优势
双螺杆造粒机的混炼工艺是其优势所在。两根螺杆在机筒内同步旋转,物料从料斗进入后,在螺杆的啮合和剪切作用下,迅速被输送、混合、熔融和塑化。同向平行双螺杆的啮合结构使物料在机筒内停留时间更短,塑化效率更高,且能更好地实现物料分散和混合。例如,在制作功能母粒时,可将 PP、PA、ABS 等基础树脂与阻燃剂及其他助剂均匀混合,确保助剂在树脂中充分分散,提升母粒功能性。通过调整螺杆的转速、螺距和组合方式,可适应不同物料的混炼需求。河北塑料造粒机优势