商机详情 -
江苏亚粉纸横切机哪家好
横切机报警原因1.切割刀具未安装好或配件部件损坏:在切割时,因为配件部件松动或磨损严重,会导致切割刀具无法正常运作,从而触发报警。2.材料不匹配:切割机的切割规格与所用的材料规格不符,或是输入数据错误,导致机器无法正确判断是否进行切割,出现报警。3.切割速度与材料不匹配:切割机在工作时需要根据材质和规格调节切割速度,如果切割速度不匹配,也可能会导致报警。三十四、应对方法1.进行检查和维修:将切割机切割刀具卸掉,检查配件部件是否松动或磨损,必要时更换配件部件。2.修改数据或更换材料:重新调整切割机输入数据或替换不匹配材料,并在后续操作中维持匹配状态。3.调整切割速度:根据材质和规格调整切割速度,确保切割机正常工作。横切机,就选温州胜钥环保设备有限公司,让您满意,期待您的光临!江苏亚粉纸横切机哪家好

切刀的日常维护,刀片齿口外侧粘有胶水或杂质切纸机的刀片齿口处经常会粘有胶水或其他杂质,导致刀片下不来。此时,需要先将切纸刀架上的刀片卸下来,使用适量的清洁剂将刀片齿口处外侧的胶水或杂质清理干净。清洁完毕后,再将刀片重新装回刀架上,检查是否能正常下落。刀轴锈蚀严重切纸机长时间未使用或未经定期维护,刀轴上可能会因为氧化而产生锈迹。刀轴锈蚀严重则会导致刀片下不来,此时需要使用专业的锈蚀清洗剂将锈迹清理干净,然后使用防锈润滑油对刀轴进行涂抹保养,确保切纸机的刀片能正常下落。调节螺丝过紧切纸机的刀片下不来还有可能是由于刀架上的调节螺丝过紧,这时只需要松开螺丝即可。如果刀片下落后还是不正常,可以使用调节螺丝调整刀片的下落角度,使其能够正常下落。切纸机主轴损坏切纸机主轴遭受损坏也会导致刀片下不来,此时需要更换主轴才能解决问题。在更换主轴时,应该选择适合您的切纸机型号的主轴进行更换。安徽PVC塑料横切机价格横切机设备,就选温州胜钥环保设备有限公司,让您满意,期待您的光临!
如何调整横切机尺寸1.调整切刀如果切刀磨损严重或未更换刀片,则需要更换新的刀片。同时,也需要对切刀进行调整。对于手动调整的横切机,可以通过调整刀盘来改变刀的角度和高度,从而调整切割的尺寸。对于自动调整的横切机,需要根据设备的操作说明进行操作。2.调整送料装置正确的送料装置能够保证材料在切割时的稳定性,从而保证尺寸的准确性。如果送料装置的摆放不正确,或者送料轮过松或过紧,都会影响切割的尺寸。因此,需要进行正确的调整。首先需要检查送料装置的摆放,确认其位置正确。其次,需要检查送料轮是否过松或过紧,如果不符合要求需要进行适当的调整。3.检查送料装置内部的螺丝如果横切机的尺寸不准确,可能也是由于送料装置内部的螺丝松动导致的。因此,需要检查螺丝紧固是否牢固。如果松动,需要使用扳手或者扳手千斤顶进行紧固。4.调整横切机整机底座,需要检查横切机整机底座是否稳固。如果底座不稳定,会导致机器晃动,影响切割的尺寸。因此,需要对底座进行调整或更换,以保证机器的稳定性。总之,横切机尺寸不准确是影响生产效率和产品质量的重要因素。只有通过正确的调整方法,才能够保证横切机的尺寸准确,并且可以有效地提高生产效率和产品质量。
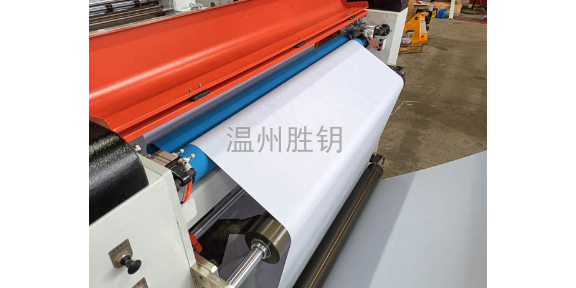
工作原理和应用领域横切机是一种工业机器设备,主要用于对材料进行切割、切削、冲裁等处理方式。其基本工作原理是利用切割头的高速裁切来对材料进行切割,实现自动化、高效、准确、效率的生产加工。目前,横切机的应用领域非常广阔。例如,它可以用于纸类、无纺布、金属、木材、塑料等材料的切割,用于汽车、航空、船舶、电子、模具制造、建筑教育等领域的生产加工。同时,随着高科技的快速发展,横切机的应用范围也将越来越广阔。温州胜钥环保设备有限公司致力于提供横切机设备,欢迎新老客户来电!

1、看清、看懂施工单上纸板长度尺寸要求按要求调整好长度调节机构并进行复尺。复尺准确后才可开机。2、当每张施工单出头几张纸板时应重新校验其尺寸是否与施工单要求相对有偏差应进行调整调整到位后起动计数器计数。3、检查纸板是否起泡、脱胶、跑偏、塌瓦等现象出现上述状况应及时通知相关工序作出调整。4、根据施工单上的生产量掌握好计数器所显示数据和过桥上所存纸板的预计量及时通知相关工序停机确保生产数字准确减少不准损失。5、对堆积的纸板按施工单用户、数量、规格填制货位卡提供给堆积机操作工防止产品混淆。6、对设备各部门进行润滑保养和异声排除保养。7、生产结束清理机器纸屑、杂物、油渍及浆糊。横切机,就选温州胜钥环保设备有限公司,用户的信赖之选,有想法的不要错过哦!辽宁亚粉纸横切机定制厂家
温州胜钥环保设备有限公司是一家专业提供横切机的公司,欢迎您的来电!江苏亚粉纸横切机哪家好
横切机的油、气路系统:压缩空气首先进入气动二联体,而后分两路。一路直接通二位五通电磁阀,供给抬、落刀气缸。特别注意的是:二联体处的空气压力应在3.5――4公斤/平方厘米。油雾器中添加缝纫机油或变压器油。此油是润滑气缸所用。要保持油雾器中有油,并在气缸工作时,有油随压缩空气进入气缸。不然,气缸寿命缩短。另一路通过减压阀及二位三通快速排气阀进入油箱,给油箱中加压。油箱中压力保持在0.4――0.6公斤/平方厘米即可。油箱中压力油通向切刀装置里的二位二通电磁阀,而后进入切刀装置侧面的油量控制阀直至切割刀头。向油箱中加油时注意:a、用于切割的煤油要清洁,以避免油路堵塞,必要时清洗油箱。b、关闭二位三通快速排气阀,使油箱中压力排尽,而后打开加油盖,并添加切割煤油。加油完毕,将油箱加油盖拧紧,打开二位三通快速排气阀。江苏亚粉纸横切机哪家好