商机详情 -
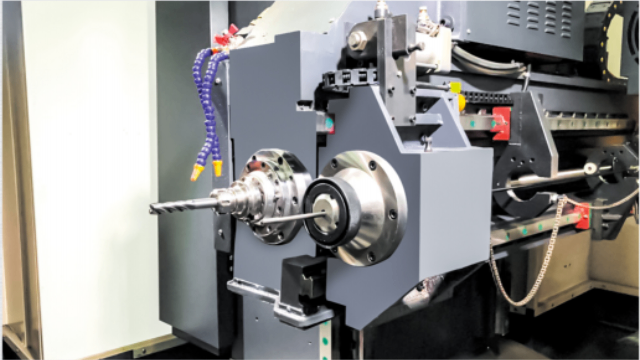
山西高速五轴深孔钻
在汽车模具制造中,保险杠模具、仪表盘模具等大型模具需加工大量冷却孔与顶针眼,这些孔位分布复杂、深径比大,对加工效率与精度要求较高。五轴深孔钻通过一次装夹完成多方位孔加工,减少模具装夹调整时间,缩短加工周期。设备的大行程设计可适配大型模具的加工需求,工作台承载能力强,可稳定支撑大型模具工件。数控系统可导入模具三维模型,自动生成加工路径,精确控制各孔位坐标,确保冷却孔分布均匀,提升模具冷却效果,缩短产品成型周期。同时,五轴深孔钻的加工精度可保证顶针眼与顶针的适配性,避免模具成型过程中出现顶针卡顿问题。保险杠模具加工离不开五轴深孔钻的支持。山西高速五轴深孔钻

五轴深孔钻的操作便捷性通过结构优化与智能化设计不断提升,降低操作人员技能门槛。设备配备可视化操作界面,加工参数、刀具状态、切削进度等信息一目了然,便于操作人员实时监控。自动换刀系统可快速切换不同规格的刀具,适配不同孔径加工需求,减少人工换刀时间。部分机型还具备工件自动检测功能,加工前通过探头检测工件位置与尺寸,自动调整加工路径,避免因工件装夹偏差导致的加工故障。此外,设备的防护结构设计合理,可有效阻挡切削碎屑与冷却介质飞溅,改善操作环境,同时便于设备清洁与维护,提升生产安全性与便利性。广西高精度五轴深孔钻技术规格人形机器人关节零件加工可用五轴深孔钻。
五轴深孔钻的刀具夹持系统设计精密,可保证刀具安装精度与稳定性。刀具夹持部位采用高精度夹持结构,减少刀具跳动,避免钻孔过程中出现刀具偏移导致的加工误差。同时,夹持系统具备足够的夹持力,可防止高速切削过程中刀具松动,保障加工安全。设备支持多种规格刀具的安装,从微小直径刀具到较大直径刀具,都能实现稳定夹持,适配不同孔径加工需求。部分机型配备刀具预调装置,可在加工前对刀具长度、直径进行精细测量与补偿,减少刀具安装误差,提升加工精度。
五轴深孔钻的工艺灵活性,使其能适配单件小批量与大批量量产等不同生产模式。在单件小批量生产中,设备可快速调整加工参数与路径,适配不同工件的加工需求,缩短生产准备周期;在大批量量产中,设备通过自动化集成与标准化作业,维持稳定的加工效率与质量一致性。针对批量加工场景,五轴深孔钻可与工装夹具配合,实现多工件同时装夹加工,提升单位时间产能。同时,设备的数控系统支持加工程序存储与调用,对于重复加工的工件,可直接调取历史程序,减少编程时间,提升生产效率。这种工艺灵活性让五轴深孔钻在多种生产场景中都能发挥作用,满足不同企业的生产需求。五轴深孔钻可通过气缸自动翻转减轻操作强度。

五轴深孔钻的远程监控功能,便于企业实现设备集中管理与维护。操作人员可通过远程终端实时监控设备运行状态,包括加工进度、切削参数、刀具状态等信息,及时发现设备运行异常。远程监控系统还支持故障报警功能,当设备出现故障时,可及时向管理人员发送报警信息,便于快速安排维修。同时,远程终端可实现加工参数的远程调整与程序上传,减少操作人员现场干预,提升生产管理效率。这种远程监控功能让五轴深孔钻适配智能化工厂的管理需求,提升企业生产管理水平。五轴深孔钻能应对不同角度的深孔加工需求。高精度五轴深孔钻价格
五轴深孔钻的导向座设计减少加工干涉。山西高速五轴深孔钻
在汽车制造领域,发动机缸体、变速箱壳体等零件需加工大量深孔用于油路、水路布置,五轴深孔钻凭借高效加工能力,成为批量生产中的关键设备。缸体上的斜油道孔角度复杂、孔系密集,传统设备加工需多次装夹调整,效率低下且易出现孔位偏差。五轴深孔钻通过一次装夹完成全序加工,精细控制各油道孔的位置关系,确保油路导通顺畅,提升发动机润滑性能。设备的进给系统采用滚珠丝杠与直线电机双驱结构,进给速度调节范围广,可实现0.01-500mm/min无级调速,定位精度优异,在批量加工中能维持高度一致性。同时,五轴深孔钻的自动化程度高,可与AGV转运系统、MES生产管理系统对接,融入智能产线,实现工件自动上下料、加工参数追溯与质量管控,提升汽车零部件生产的智能化水平。山西高速五轴深孔钻