商机详情 -
烘干木材烘干工艺
调整加热系统对于使用蒸汽加热的烘干窑,可适当关小蒸汽阀门,减少蒸汽的通入量,从而降低加热功率,使窑内温度逐渐下降。若是电加热烘干窑,可通过降低加热元件的工作电压或减少加热元件的开启数量来降低加热功率。例如,对于采用多个加热管的烘干窑,可关闭部分加热管。对于燃油或燃气加热的烘干窑,应调节燃油或燃气的供应阀门,减少燃料的供给量,降低燃烧强度,进而降低温度。加强通风散热增加通风系统的风机运行频率或开启更多的通风口,促进窑内热空气与外界冷空气的交换,加快热量散发,降低窑内温度。检查风道是否有堵塞情况,如有杂物或木材堆积影响空气流通,应及时清理,确保通风顺畅。监控与调整控制系统检查温度传感器是否正常工作,如有故障应及时更换,以确保温度测量的准确性。因为错误的温度信号可能导致控制系统误判,进而使温度过高。确认控制系统的参数设置是否正确,如温度上限值、加热控制策略等。如有误设,应及时调整到合适的数值。木材烘干设备的烘干舱需采用保温材料制作,减少热量散失,降低能耗。烘干木材烘干工艺

木材烘干基准的设定严格依据木材密度和厚度等物理特性。高密度木材(如柚木)需更长干燥时间,低密度木材(如杨木)则相对缩短。厚度直接影响水分扩散路径,5厘米厚的木材干燥周期约需7天,而2厘米厚的需3天。基准参数包括温度曲线(如初期40°C、后期55°C)、湿度范围(40%-60%)及总时长,确保含水率稳定在8%-12%。这些基准基于长期实践数据制定,避免随意调整导致缺陷。例如,厚度不足时强行加速干燥易引发开裂。遵循基准能提升木材合格率,为后续加工提供可靠基础,符合行业数据规范。江苏红木木材烘干设备生产厂家烘干工艺中的端头封涂与隔条堆垛,是预防木材端裂、变形的关键预处理步骤。
烘干基准的制定围绕以下关键参数展开,各参数相互关联,需协同控制:干球温度:烘干介质(通常是热空气)的温度,直接影响木材水分蒸发速度。湿球温度:反映烘干介质的湿度(通过干湿球温度计差值计算相对湿度),湿度过低易导致木材表面过快干燥而开裂,过高则会延长烘干时间。平衡含水率(EMC):木材与当前介质湿度平衡时的含水率,是判断烘干终点的**指标(需与木材使用环境的平衡含水率一致,如北方约8%-12%,南方约12%-15%)。烘干时间:从木材初始含水率到目标含水率的总时长,需根据木材厚度、密度、树种特性调整。介质流速:热空气在窑内的循环速度,影响热交换效率和水分蒸发速度(通常硬木需较低流速,软木可稍高)。
木材烘干工艺是一个复杂的过程,需要严格控制温度、湿度和时间等参数,以确保木材干燥质量,以下是常规的木材烘干工艺步骤及要点:前期准备木材挑选与分类:对木材进行挑选,去除有明显缺陷如腐朽、虫蛀的木材。然后按树种、厚度、含水率等进行分类,以便制定不同的烘干方案。装窑:将木材合理装窑,木材之间要留有一定的间隙,保证空气流通顺畅,使热量和湿气能够均匀传递。预热阶段升温:缓慢升高烘干窑内温度,一般以每小时1-3℃的速度升温,避免木材因温度急剧变化而产生开裂等缺陷。湿度控制:同时将相对湿度保持在80%-90%,较高的湿度可防止木材表面水分过快蒸发,使木材内部水分有足够时间向表面迁移。持续时间:根据木材的厚度和初始含水率确定,通常为6-12小时。木材烘干调试前,需校准含水率检测仪器,确保数据准确,为参数调整提供依据。

电加热烘干窑温度控制精确:采用电加热元件,通过智能温控系统能精确控制烘干窑内的温度,温度控制精度可达到 ±1℃。清洁环保:以电为能源,运行过程中无废气、废水、废渣排放,对环境无污染,符合环保要求。操作简单:自动化程度高,只需设置好烘干工艺参数,设备即可自动运行,无需复杂的操作流程。安全性能高:配备多重安全保护装置,如过载保护、漏电保护、超温保护等,确保设备安全运行。运行成本较高:电的价格相对较高,长期运行下来成本较大,不适合大规模、长时间的烘干作业。木材烘干调试完成后,需记录运行参数,为后续批量烘干提供参考。浙江湿木材木材干燥供应商
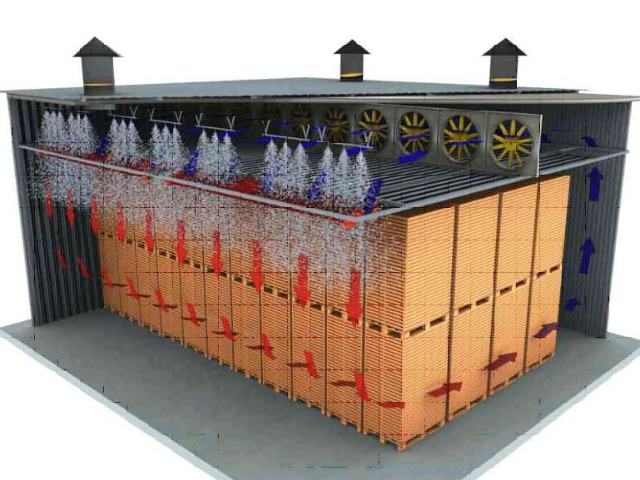
大型木材烘干设备需配备余热回收装置,提高能源利用率,降低生产成本。烘干木材烘干工艺
中期干燥阶段目的:蒸发木材内部结合水,进一步降低含水率,同时减少木材内部应力。操作:温度升至 80-100℃(硬木可更高,如 100-120℃),湿度逐步降至 40%-50%,风速适当提高(2-4m/s),加速水分排出。此阶段需定期测量含水率,根据下降速度调整温度和湿度(如含水率下降过慢,可适当升温;过快则增加湿度缓冲)。后期干燥阶段目的:将含水率降至目标值,并通过 “平衡处理” 减少木材内部残余应力。操作:温度维持在 70-90℃,湿度降至 30%-40%,控制排湿量,使木材含水率缓慢接近目标值。当含水率达标后,进行 “调湿处理”:适当提高湿度(50%-60%),降低温度至 40-50℃,保持数小时,让木材内部水分重新分布,平衡含水率梯度。烘干木材烘干工艺