商机详情 -
浙江真空木材干燥工艺
干燥阶段目的:促使木材中的水分快速蒸发并排出,降低木材的含水率。参数控制:温度逐渐升高至 50 - 70℃,相对湿度根据木材的干燥程度逐渐降低至 30% - 60%。干燥时间较长,可能需要数天至数周不等,具体取决于木材的种类、厚度和初始含水率。例如,厚度为 20 - 30mm 的杨木,在初始含水率为 40% - 50% 的情况下,干燥时间可能需要 3 - 5 天;而厚度相同的红木,由于其密度较大,干燥时间可能需要 7 - 10 天甚至更长。平衡阶段目的:使木材内部的含水率与周围环境的湿度达到平衡,确保木材的含水率均匀一致,避免出现干燥缺陷。参数控制:温度保持在 40 - 50℃,相对湿度控制在 60% - 70%,持续时间一般为 12 - 24 小时。木材烘干设备停用期间,需排空水箱积水并做好机身防锈处理,延长设备使用寿命。浙江真空木材干燥工艺

木材烘干工艺优化能有效降低开裂风险。开裂多因干燥过快导致内外应力失衡,优化方法采用阶梯式干燥法:初期低温(40°C)高湿(湿度60%)维持24小时,减缓表面水分蒸发;中期升温至55°C、湿度50%,加速内部干燥;后期稳定在45°C、湿度45%,平衡含水率。同时,木材堆放需保持合理间距,确保气流畅通,避免局部过热。工艺优化还结合预处理步骤,如蒸汽软化木材结构,减少内部应力。实践表明,优化后开裂率下降约25%,提升木材合格率。这为家具和地板行业提供更稳定的原料,减少返工损失。杭州炭化木木材烘干设备木材烘干工艺优化可减少开裂风险。
木材烘干工艺是一个复杂的过程,需要严格控制温度、湿度和时间等参数,以确保木材干燥质量,以下是常规的木材烘干工艺步骤及要点:中间处理喷蒸处理:在干燥过程中,可根据需要进行喷蒸处理。当木材内部应力较大或出现干燥不均匀时,向窑内喷入蒸汽,提高湿度,使木材表面吸收水分,缓解内部应力,然后再继续干燥。调湿处理:对于一些容易变形的木材,如红木等,在干燥到一定程度后,可进行调湿处理。将窑内湿度提高到 70% - 80%,保持一段时间,使木材内部水分分布更加均匀,再降低湿度继续干燥。
木材烘干机集成自动控制系统,实现干燥参数的实时调节。系统配备温度传感器、湿度探头和PLC控制器,根据预设程序自动优化加热功率和风速。操作人员只需输入木材类型、厚度及初始含水率,设备即启动运行,无需频繁人工干预。例如,当湿度升高时,系统自动增强排湿功能;温度异常时触发警报。这种自动化减少人为误差,保障干燥过程稳定。维护重点在于定期校准传感器,确保数据准确。设备运行中,气流均匀性是关键,需避免风道堵塞。自动控制提升操作便捷性,降低劳动力依赖,同时提燥质量的一致性,适用于各类木材加工场景。热泵木材烘干技术无需燃烧燃料,可减少碳排放,符合绿色环保生产要求。

木材干燥过程中,湿度控制是决定质量的关键环节。湿度过高(>60%)会延缓水分蒸发,增加霉变风险;湿度过低(<40%)则加速表面干燥,造成开裂。理想湿度范围通常为40%-60%,具体根据干燥阶段动态调整:初期保持较高湿度(55%)防止表面硬化,后期降至中等(45%)促进内部水分迁移。湿度监测依赖传感器实时反馈,系统自动调节排湿或加湿装置。操作人员需密切观察湿度变化,及时干预。例如,当湿度突升时,立即增加排风强度。良好的湿度管理可减少木材缺陷率,保障干燥后尺寸稳定性,是工艺成功的基础。木材烘干设备需定期维护以确保稳定运行。杭州高频真空木材烘干设备生产厂家
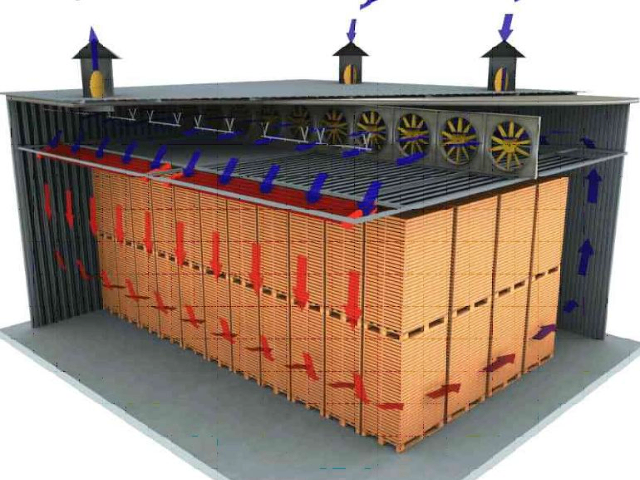
木材烘干窑采用多层结构提升干燥效率。浙江真空木材干燥工艺
烘干基准的制定围绕以下关键参数展开,各参数相互关联,需协同控制:干球温度:烘干介质(通常是热空气)的温度,直接影响木材水分蒸发速度。湿球温度:反映烘干介质的湿度(通过干湿球温度计差值计算相对湿度),湿度过低易导致木材表面过快干燥而开裂,过高则会延长烘干时间。平衡含水率(EMC):木材与当前介质湿度平衡时的含水率,是判断烘干终点的**指标(需与木材使用环境的平衡含水率一致,如北方约8%-12%,南方约12%-15%)。烘干时间:从木材初始含水率到目标含水率的总时长,需根据木材厚度、密度、树种特性调整。介质流速:热空气在窑内的循环速度,影响热交换效率和水分蒸发速度(通常硬木需较低流速,软木可稍高)。浙江真空木材干燥工艺