商机详情 -
吉林广口瓶盖注塑模具价格
顶出机构的设计需兼顾瓶盖的顺利脱模与产品外观完整性,避免出现顶出痕迹、变形等问题。由于瓶盖壁较薄且刚性较差,顶出机构通常采用多点均匀顶出的方式,常见的顶出结构有顶针顶出、顶板顶出与气辅顶出。顶针顶出适用于结构简单的瓶盖,顶针数量根据瓶盖尺寸确定,通常均匀分布在瓶盖边缘,顶针直径为2-4mm,需与模具配合间隙控制在0.01-0.02mm,避免出现溢料现象;顶板顶出则通过环形顶板实现全周均匀顶出,适用于薄壁或异形瓶盖,能有效减少顶出应力,避免瓶盖变形;气辅顶出则是通过高压气体将瓶盖从型芯上吹落,适用于高精度、外观要求严格的瓶盖,可完全避免顶出痕迹,但需配备的气辅系统。此外,顶出机构还需与模具的开合模动作精细配合,通过导柱导向确保顶出平稳,顶出行程需根据瓶盖高度合理设定,一般比瓶盖高度多2-3mm。注塑模具的维护保养直接关系到生产稳定性。吉林广口瓶盖注塑模具价格
随着全球塑料制品市场的不断发展,瓶盖注塑模具的市场需求也在持续增长。近年来,消费者对瓶盖的功能性和美观性要求越来越高,促使企业不断创新设计。此外,环保法规的日益严格,推动了可降解材料和可回收材料的应用,注塑模具的设计和制造也需要适应这一趋势。智能制造和自动化技术的发展,使得模具的生产效率和精度得到了明显提升,降低了生产成本。未来,瓶盖注塑模具市场将朝着智能化、绿色化和个性化方向发展,以满足不断变化的市场需求。山东酱油瓶盖注塑模具厂家模具的设计应尽量减少生产过程中的人为错误。

瓶盖注塑模具的生产流程一般包括设计、加工、装配和试模几个步骤。首先,设计师根据客户的需求和瓶盖的规格进行模具设计,使用CAD软件进行三维建模。接下来,模具的加工通常采用数控机床进行精密加工,以确保模具的尺寸和形状符合设计要求。加工完成后,模具会进行装配,确保各个部件的配合良好。蕞后,进行试模,通过注塑机进行试生产,检查瓶盖的成型情况和模具的工作性能,必要时进行调整和优化。整个流程需要严格把控,以确保蕞终产品的质量和生产效率。
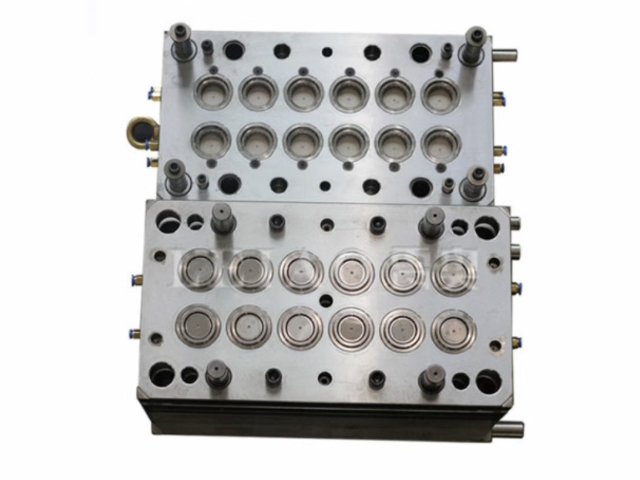
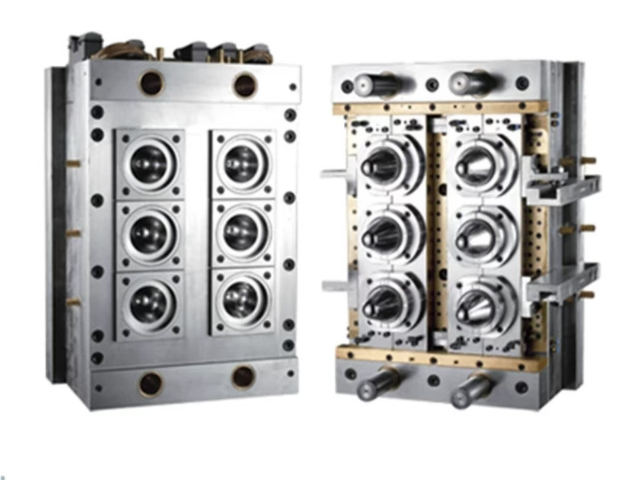
瓶盖注塑模具的结构设计是保障产品成型质量与生产效率的中心基础。典型的瓶盖模具多采用多型腔结构,型腔数量根据生产批量需求可分为16腔、32腔、64腔等,通过合理的型腔排布实现熔料均匀填充。模具主要由定模、动模两大模块组成,定模侧集成浇注系统与定位机构,动模侧则装配顶出机构、冷却系统及型腔型芯。其中,型腔与型芯的精度直接决定瓶盖的尺寸公差,通常需采用CNC精加工与火花机放电加工,确保表面粗糙度Ra≤0.8μm,同时保证瓶盖螺纹结构的成型完整性,避免出现滑牙、缺料等缺陷。此外,模具还需配备可靠的导向机构,如导柱、导套,确保开合模过程平稳精细,减少模具磨损。注塑模具的试模阶段是验证设计的重要环节。
瓶盖注塑模具是用于生产各种塑料瓶盖的重要工具,广泛应用于食品、饮料、化妆品等行业。注塑模具的设计和制造直接影响到瓶盖的质量、生产效率和成本。瓶盖通常采用聚丙烯(PP)、聚乙烯(PE)等塑料材料,这些材料具有良好的成型性和耐化学性。注塑模具的基本结构包括模具主体、型腔、型芯、冷却系统和排气系统等。通过将熔融状态的塑料注入模具型腔,冷却后形成所需的瓶盖形状。随着技术的发展,现代瓶盖注塑模具越来越趋向于高精度、高效率和自动化。模具的强度和刚性是确保成型稳定性的基础。浙江28口管坯注塑模具哪家好
注塑模具的成本与设计复杂度成正比。吉林广口瓶盖注塑模具价格
瓶盖注塑模具的制造工艺包括加工、组装和调试等多个环节。首先,模具的加工通常采用数控机床进行高精度加工,以确保模具各个部件的尺寸和形状符合设计要求。加工完成后,模具的各个部件需要进行组装,确保各个部件之间的配合精度。组装完成后,模具需要进行调试,以确保其在实际生产中的稳定性和可靠性。在调试过程中,通常需要进行多次试模,以调整注塑参数,如温度、压力和注射速度等,确保蕞终生产出的瓶盖符合质量标准。此外,模具的维护和保养也是非常重要的,定期的清洁和检查可以延长模具的使用寿命,降低生产成本。吉林广口瓶盖注塑模具价格