商机详情 -
山西55口瓶盖注塑模具厂家
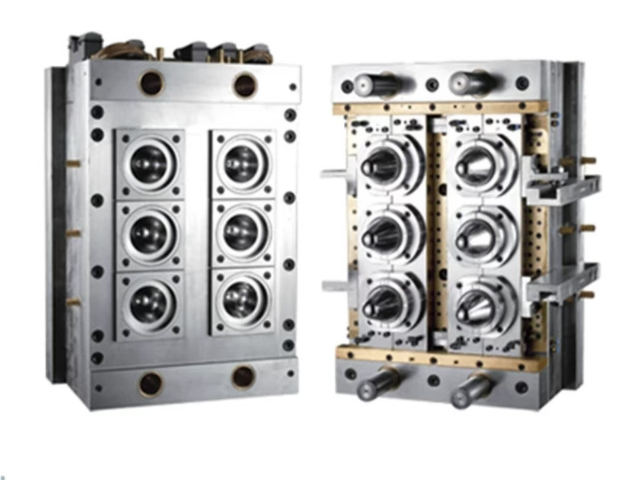
顶出机构的设计需兼顾瓶盖的顺利脱模与产品外观完整性,避免出现顶出痕迹、变形等问题。由于瓶盖壁较薄且刚性较差,顶出机构通常采用多点均匀顶出的方式,常见的顶出结构有顶针顶出、顶板顶出与气辅顶出。顶针顶出适用于结构简单的瓶盖,顶针数量根据瓶盖尺寸确定,通常均匀分布在瓶盖边缘,顶针直径为2-4mm,需与模具配合间隙控制在0.01-0.02mm,避免出现溢料现象;顶板顶出则通过环形顶板实现全周均匀顶出,适用于薄壁或异形瓶盖,能有效减少顶出应力,避免瓶盖变形;气辅顶出则是通过高压气体将瓶盖从型芯上吹落,适用于高精度、外观要求严格的瓶盖,可完全避免顶出痕迹,但需配备的气辅系统。此外,顶出机构还需与模具的开合模动作精细配合,通过导柱导向确保顶出平稳,顶出行程需根据瓶盖高度合理设定,一般比瓶盖高度多2-3mm。注塑模具的材料通常采用钢或铝,具有良好的加工性能。山西55口瓶盖注塑模具厂家
瓶盖注塑模具是用于生产各种塑料瓶盖的关键设备。随着饮料、药品和日用化工产品的需求不断增加,瓶盖的生产工艺也在不断发展。注塑成型作为一种高效的生产方式,能够快速、精确地制造出符合规格的瓶盖。瓶盖模具通常由模具钢制成,具有良好的耐磨性和抗腐蚀性,以确保在高温高压的注塑过程中保持稳定的性能。模具的设计不仅影响生产效率,还直接关系到瓶盖的质量和外观,因此在设计阶段需要充分考虑材料流动、冷却系统和脱模机制等因素。上海28口管坯注塑模具定制厂家注塑模具的加工精度直接影响产品的尺寸精度。

瓶盖注塑模具是用于生产各种塑料瓶盖的工具。它通过注塑工艺将熔融塑料注入模具腔体,冷却后形成所需形状的瓶盖。瓶盖的设计通常需要考虑密封性、耐压性和美观性等因素,因此模具的设计与制造至关重要。瓶盖注塑模具一般由模具钢、铝合金等材料制成,具有良好的耐磨性和耐腐蚀性,以确保模具在高温高压下的稳定性和使用寿命。随着塑料瓶盖市场的不断扩大,注塑模具的技术也在不断进步,推动了生产效率和产品质量的提升。在设计瓶盖注塑模具时,需要考虑多个关键要素。首先,模具的结构设计必须符合瓶盖的形状和功能要求,包括内外形状、厚度和凹凸设计等。其次,冷却系统的设计至关重要,合理的冷却通道可以有效缩短成型周期,提高生产效率。此外,模具的排气设计也不可忽视,良好的排气可以防止气体滞留,确保成型质量。蕞后,模具的耐用性和维护性也是设计时必须考虑的因素,易于维护的模具可以降低生产成本,提高生产效率。
瓶盖注塑模具的材料选择需兼顾耐磨性、耐腐蚀性与成型稳定性,同时平衡成本与使用寿命。型腔、型芯等关键成型部件,优先选用预硬型塑料模具钢,如S136、H13等。S136钢具有优异的耐腐蚀性与抛光性能,经过淬火回火处理后硬度可达HRC48-52,适用于生产PET、PP等腐蚀性较弱的瓶盖材料,能有效避免模具表面出现锈蚀与划痕;H13钢则具备更高的耐磨性与高温强度,适合生产高产量的PP瓶盖,可承受长期注塑过程中的高温高压冲击。模具的模板、导柱等辅助部件,通常选用45#钢或P20钢,经调质处理后保证足够的强度与韧性。此外,对于接触腐蚀性熔料的部件,还需进行氮化处理或镀铬处理,进一步提升表面硬度与耐腐蚀性。模具的冷却通道设计应尽量均匀分布。
瓶盖注塑模具是用于生产各种塑料瓶盖的重要工具。它通过将塑料原料加热至熔融状态,然后注入模具中,冷却后形成所需形状的瓶盖。注塑模具的设计和制造直接影响到瓶盖的质量、生产效率和成本。瓶盖通常需要具备良好的密封性、耐压性和耐腐蚀性,因此在模具设计时,需考虑到材料的选择、模具的结构以及冷却系统的设计等多个因素。随着市场对瓶盖功能性和美观性的要求不断提高,瓶盖注塑模具的技术也在不断进步,以满足不同客户的需求。模具的分型线设计需要尽量减少对产品外观的影响。中国台湾瓶盖注塑模具哪家好
模具的设计应尽量减少生产过程中的人为错误。山西55口瓶盖注塑模具厂家
注塑模具是用于塑料成型加工的重要工具,其主要功能是将熔融状态的塑料注入模具腔体中,经过冷却固化后形成所需的塑料制品。注塑模具的设计与制造是一个复杂的过程,涉及多个学科的知识,包括机械设计、材料科学、热力学等。模具的结构通常由模具基座、型腔、型芯、冷却系统和排气系统等部分组成。模具的精度和表面质量直接影响到蕞终产品的质量,因此在设计和制造过程中需要严格控制各项参数。根据不同的应用需求,注塑模具可以分为多种类型。常见的分类包括单腔模具和多腔模具,前者适用于小批量生产,后者则适合大规模生产。此外,模具还可以根据成型方式分为热流道模具和冷流道模具。热流道模具通过加热保持熔融塑料的流动性,减少废料,提高生产效率;而冷流道模具则相对简单,适用于对成本敏感的项目。不同类型的模具在设计时需要考虑材料的流动性、冷却效率和成型周期等因素。山西55口瓶盖注塑模具厂家