商机详情 -
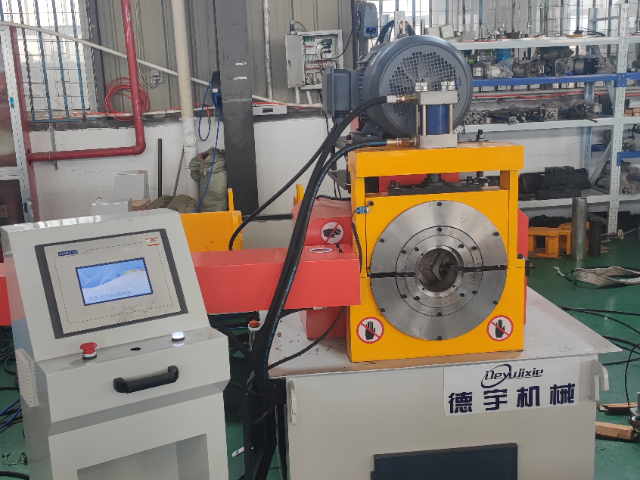
单头倒角机质量
管口倒角机的防错控制系统减少了人为操作失误。在多规格管道混批加工时,操作人员易因选错参数导致加工错误,防错控制系统通过多重验证机制避免此类问题:加工前,设备通过激光测径仪自动检测管道直径,并与操作人员输入的参数比对,若不一致则发出警报;同时,系统内置管道规格数据库,当输入参数超出该规格的合理加工范围(如倒角角度过大)时,自动锁定操作并提示错误。部分机型还配备了管道二维码识别功能,扫描管道上的二维码即可自动读取加工参数,无需人工输入,这种系统使加工的错漏率降低至 0.1% 以下,适合订单复杂的中小型加工厂。光伏支架管道倒角机,注重美观,角度一致,提升电站整体形象。单头倒角机质量

管口倒角机的快速换型技术有效提升了多品种加工的灵活性。在多批次、小批量的生产场景中,频繁更换管道规格时,设备的换型时间直接影响生产效率。快速换型技术通过标准化的刀具接口、快拆式夹紧机构和参数记忆功能实现高效换型。标准化刀具接口使刀具更换时间缩短至 5 分钟以内,快拆式夹紧机构无需工具即可快速调整夹紧尺寸,参数记忆功能则能直接调用不同规格管道的加工参数,无需重新设置。例如在空调管道加工厂中,通过这种技术,从加工直径 50mm 的管道切换到直径 100mm 的管道,换型时间可从原来的 30 分钟缩短至 10 分钟以内,大幅提升了设备的综合利用率。锅炉管倒角机操作德宇倒角机远程运维系统,实时监测故障,远程调试,减少停机时间。

管口倒角机的轻量化设计为高空管道作业提供了便利。在建筑幕墙、桥梁钢结构等场景中,部分管道需在高空进行现场倒角,传统便携式设备虽可移动,但重量仍对高空作业造成负担。轻量化机型采用航空铝合金材质制造机身,关键部件采用强度高的工程塑料,整机重量降至 10kg 以下,同时通过结构优化保证刚性,机身的抗弯强度仍可达 200MPa 以上。设备配备磁吸式或卡扣式固定装置,操作人员在高空可快速完成安装,无需额外辅助工具。例如在桥梁钢索管道的高空倒角作业中,轻量化倒角机可由单人携带至作业平台,安装调试时间不超过 10 分钟,大幅降低了高空作业的劳动强度。
管口倒角机在汽车排气管加工中,需兼顾加工效率与焊接适配性。汽车排气管的焊接多采用电阻焊或激光焊,对管道端口的倒角精度和表面质量要求严格,倒角角度的偏差会导致焊接错位,影响排气效率和密封性。因此,倒角机需采用高精度的定位和刀具调整装置,确保倒角角度的误差不超过 ±0.5°。同时,汽车生产属于大批量生产,倒角机需具备高的加工效率,通常采用多工位旋转工作台,实现上料、加工、下料的同步进行,每根排气管的倒角时间可控制在 30 秒以内。加工时使用的切削液,防止排气管端口生锈,切削液还需具备易清洗性,避免残留影响后续的焊接质量。这种高效且准确的加工方式,能满足汽车生产线的快节奏需求。汽车排气管倒角机,多工位并行,30 秒 / 根,满足批量生产需求。
管口倒角机的自适应切削技术可应对管道材质不均匀的问题。部分管道因铸造或轧制工艺,存在局部材质硬度不均的情况,加工时易出现切削力波动,导致倒角质量不稳定。自适应切削技术通过实时监测切削力、扭矩等参数,动态调整进给速度和切削深度:当检测到材质较硬区域时,自动降低进给速度;遇到较软区域则适当提高速度,确保切削过程平稳。例如在加工铸铁管道时,若遇到局部石墨聚集的软点,系统会在 0.5 秒内将进给量从 0.2mm/r 调整至 0.15mm/r,避免因切削力骤降导致刀具弹跳。这种技术使管道倒角的尺寸误差控制在 ±0.03mm 内,不受材质波动影响。液压夹紧倒角机,夹紧力均匀可调,适合厚壁管道,防止加工松动。单头倒角机质量
复合材料倒角机,细齿刀具低应力加工,防止纤维分层,保障密封性能。单头倒角机质量
管口倒角机的智能排屑系统避免了切屑堆积影响加工。切屑堆积可能导致刀具卡滞、管道划伤,智能排屑系统通过多种方式高效排屑:采用高压切削液冲洗,切削液喷嘴按切屑排出方向倾斜 45°,流量可根据切屑量自动调节;传送带式排屑装置位于加工区域下方,传送带表面有防滑纹路,可将切屑快速输送至收集箱,传送速度与加工速度联动;部分机型还配备了切屑破碎机,将长条状切屑破碎成 50mm 以下的小段,便于收集和回收。例如在加工不锈钢管道时,连续的螺旋状切屑易缠绕刀具,智能排屑系统通过高压冲洗和传送带配合,可将切屑除去率提升至 99%,避免因切屑问题导致的停机。单头倒角机质量