商机详情 -
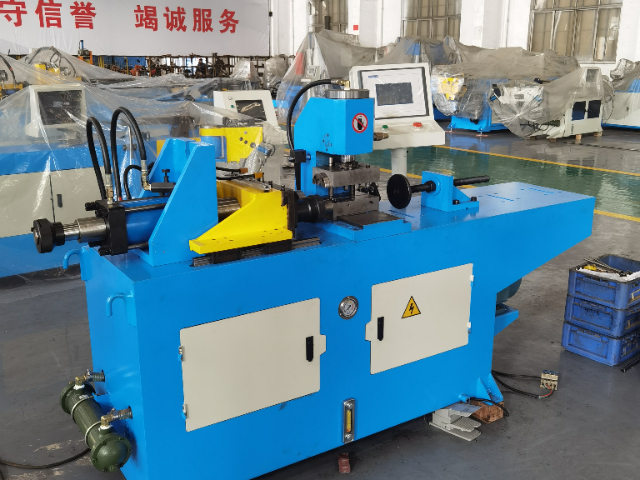
苏州液压缩管机生产厂家
缩管机的操作培训是确保设备高效运行与安全生产的基础。培训内容涵盖设备结构、操作流程、参数设定、维护保养与故障排除等关键知识,通过理论讲解与实操演练相结合的方式,帮助操作人员快速掌握设备使用技能。技能传承方面,企业需建立完善的培训体系,包括新员工入职培训、定期技能复训与高级技工认证,确保操作人员技能水平持续提升。此外,通过编写标准化操作手册与建立设备档案,将操作经验与故障案例系统化记录,为新员工提供学习参考,避免因人员流动导致技能断层。操作培训与技能传承的之后目标,是培养一支专业化、规范化的操作团队,为企业稳定生产与质量保障提供人力支持。缩管机在特种门窗气密管路连接件加工中要求高精度。苏州液压缩管机生产厂家

模块化设计是缩管机提升生产灵活性的重要手段。通过将设备划分为动力模块、传动模块、模具模块与控制模块,用户可根据生产需求快速组合不同模块,实现设备功能的定制化。例如,小型企业可选择基础动力模块与标准模具模块,满足常规管材加工需求;大型企业则可升级至高性能动力模块与多工位模具模块,实现高速、多品种生产。模块化设计还简化了设备维护与升级流程,当某一模块出现故障时,可快速更换备用模块,减少停机时间;当生产需求变化时,只需更换部分模块即可扩展设备功能,降低企业设备更新成本。这种“乐高式”的设计理念,使缩管机能够更好地适应市场动态变化。苏州液压缩管机生产厂家缩管机在石油天然气管道连接件预制中发挥作用。
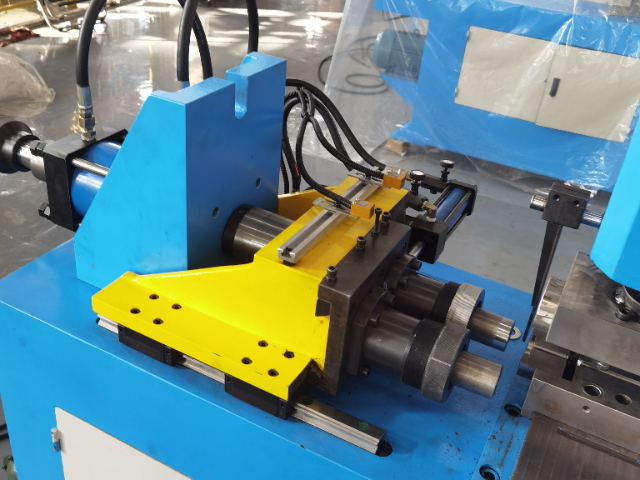
缩管机的加工精度是衡量设备性能的关键指标,其控制涉及机械、液压、电气多系统协同。机械精度方面,模具制造误差需控制在±0.01mm以内,通过三坐标测量仪进行全尺寸检测,确保模具锥度、圆度等参数符合设计要求。液压系统则通过比例阀实现压力闭环控制,系统实时监测液压缸位移与压力值,自动调整输出压力,消除因油温变化或负载波动导致的精度偏差。电气控制层面,编码器与光栅尺组成位置反馈系统,将模具位移信号实时传输至PLC,当实际位置与设定值偏差超过0.05mm时,系统自动触发补偿程序,通过调整液压阀开度修正位移误差。此外,环境因素对精度的影响也不容忽视,加工车间需保持恒温(20±2℃)、恒湿(50%±10%),避免温度变化导致设备热变形或管材尺寸波动。
缩管机的维护保养是确保其长期稳定运行的关键。日常维护包括清洁设备表面、检查液压油位与油质、润滑运动部件等基础工作,可防止灰尘积累与机械磨损。定期维护则需拆解模具与导轨,清理残留金属屑与冷却液,检查密封件与轴承的磨损情况,及时更换老化部件。液压系统的维护尤为重要,需定期更换液压油与滤芯,防止油液污染导致阀体卡滞或压力波动。电气系统的维护需检查接线端子是否松动、传感器是否灵敏,避免因接触不良引发设备故障。此外,操作人员的规范使用直接影响设备寿命,例如避免超负荷运行、禁止在模具未闭合时启动设备等。通过建立完善的维护保养制度,缩管机的使用寿命可延长至10年以上,明显降低企业的设备更新成本。缩管机在舞台灯光设备散热管连接加工中应用广。
缩管机的操作规范直接关系到加工质量与人员安全。操作前需检查设备各部件是否完好,包括液压油位、模具固定螺栓、电气线路连接等,确保无松动或泄漏现象。管材装夹时,应使用专门用于卡盘或V型铁,确保管材轴线与模具中心线重合,偏差不超过0.1mm,否则会导致缩径后管材弯曲或壁厚不均。加工过程中,操作人员需佩戴防护眼镜和手套,避免液压油喷溅或管材碎屑飞溅造成伤害。严禁在设备运行时触摸运动部件或调整模具,如需中途停机,应先按下急停按钮,待液压系统完全泄压后再进行操作。加工完成后,需清理模具内残留的金属屑,并涂抹防锈油,防止模具生锈影响下次使用。定期维护方面,建议每500小时更换液压油,每1000小时检查齿轮箱润滑情况,确保设备始终处于较佳工作状态。缩管机在机器人本体冷却管路连接部位加工中普及。江苏锥度缩管机使用方法
缩管机配备安全防护装置,防止操作过程中的意外伤害。苏州液压缩管机生产厂家
缩管机的灵活性也是其优势之一。它能够适应不同规格和材质的管材加工需求,无论是钢管、铜管还是铝管,无论是圆形管、方形管还是异形管,缩管机都能通过更换相应的模具和调整加工参数,实现对不同管材的精确压缩处理。这种灵活性使得缩管机能够普遍应用于多个行业,满足不同客户的个性化需求。同时,缩管机还可以根据生产线的实际需求进行定制化设计,如增加自动化上下料装置、集成到生产线上等,进一步提高生产效率和自动化程度,为企业创造更大的价值。苏州液压缩管机生产厂家