商机详情 -
太原模具卧式加工中心
卧式加工中心的结构主要包括主轴箱、工作台、进给系统、自动换刀系统、液压系统、冷却系统等部分。主轴箱内装有主轴和主轴电机,用于驱动刀具旋转;工作台用于安装工件,可以沿X轴、Y轴、Z轴移动;进给系统包括伺服电机、滚珠丝杠、导轨等部件,用于实现工作台的精确移动;自动换刀系统可以实现快速更换刀具,提高加工效率;液压系统用于提供动力,实现工作台的升降、夹紧等功能;冷却系统用于对切削液进行循环冷却,降低切削温度。卧式加工中心具有自动换刀功能,可以实现一次装夹完成多种工序的加工,提高了加工效率和精度。同时,卧式加工中心的主轴水平布置,适用于大型零件的加工,可以满足复杂零件的加工需求。卧式加工中心具有很高的通用性,可以应用于各种类型的零件加工。太原模具卧式加工中心
高精度卧式加工中心的较大优点就是其高精度。高精度卧式加工中心采用了先进的数控技术和精密的机床结构设计,使得加工过程中的误差降到了较低。这种高精度不仅体现在加工精度上,还体现在加工稳定性和重复定位精度上。高精度卧式加工中心的加工精度可以达到±0.001mm,甚至更高,满足了现代制造业对于高精度加工的需求。高精度卧式加工中心的另一个明显优点是高效率。高精度卧式加工中心采用了高速切削技术,可以在短时间内完成大量的加工任务。同时,高精度卧式加工中心还具有自动换刀功能,可以实现快速换刀,减少了换刀时间,提高了加工效率。此外,高精度卧式加工中心还具有自动测量、自动补偿等功能,可以实时监控加工过程,确保加工质量,进一步提高了加工效率。乌鲁木齐多功能卧式加工中心数控系统是卧式加工中心的控制组件,主要用于控制机床的运动和加工工艺。
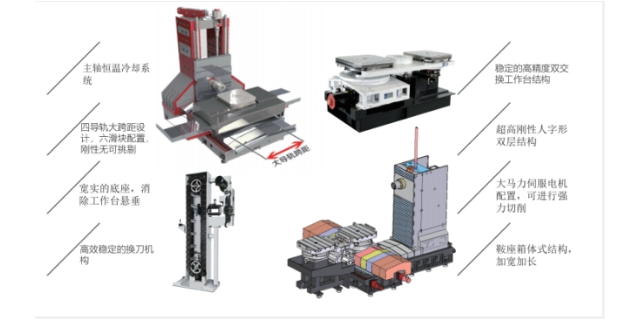
精度稳定性是卧式加工中心的核心竞争力之一。其关键部件如主轴、导轨、滚珠丝杠等均采用高精度制造工艺,配合先进的数控系统,能够实现微米级的运动控制。主轴采用高精度轴承支撑,转速平稳,刚性强,在高速切削与低速重载加工中均能保持稳定的旋转精度,有效减少切削振动对加工表面质量的影响。导轨采用高精度线性导轨或滑动导轨,运动阻力小、定位精度高,配合预紧处理,能够消除间隙,确保工作台与刀具的运动轨迹准确无误。此外,自动换刀系统的换刀精度高,换刀过程平稳快速,避免了人工换刀带来的定位偏差,进一步保证了多工序加工的精度一致性。在长期连续加工过程中,卧式加工中心的温度控制系统能够有效抑制设备温升,减少热变形对精度的影响,让每一批次的零件加工都能保持稳定的精度水平,满足精密机械、航空航天等行业对高精度零件的严苛要求。
卧式加工中心的工作台通常具备旋转或分度功能,配合自动换刀系统,可实现零件多个侧面、多个角度的一体化加工。工件一次装夹后,通过数控系统控制工作台的旋转与分度,结合主轴的运动,能够对零件的前后、左右、上下等多个面进行连续加工,无需多次拆卸、重新装夹与定位。这种多面加工能力,不仅极大减少了装夹次数,降低了因多次装夹导致的定位误差与工件损伤风险,还明显缩短了工序间的调整时间,提升了加工效率。对于箱体类、壳体类等需要多面钻孔、铣削、镗削的零件,卧式加工中心能够一次性完成所有加工工序,保证了零件各加工面之间的位置精度与垂直度、平行度等形位公差要求,让复杂多面体零件的加工变得简单高效,尤其适用于需要高精度装配的零部件生产。卧式加工中心可以实现高速切削,减少切削时间,降低能耗。

卧式加工中心的结构设计充分考虑了受力均衡性,能够有效延长设备使用寿命并保证加工稳定性。主轴水平布置使得切削力的方向与床身、立柱的支撑方向形成合理夹角,受力能够均匀传递至设备的基础结构上,避免局部应力集中导致的设备变形或损坏。工作台与导轨的接触面积大,承载均匀,能够分散工件重量与切削力对导轨的压力,减少导轨的磨损,延长导轨的使用寿命。此外,设备的关键传动部件如滚珠丝杠采用预紧设计,能够消除传动间隙,同时分散受力,减少传动过程中的磨损与振动;自动润滑系统能够定时、定量为各运动部件提供润滑,降低摩擦损耗,防止部件因干摩擦导致的损坏。受力均衡与良好的润滑保护,让卧式加工中心在长期强度运行中仍能保持稳定的性能,减少设备故障发生率,降低维护成本,延长设备的整体使用寿命,为企业创造更长久的价值。 卧式加工中心的结构特点是主轴水平布置,工作台呈水平状态,适用于大型零件的加工。太原模具卧式加工中心
高效卧式加工中心采用了强度高的材料和先进的制造工艺,确保了机床的稳定性和可靠性。太原模具卧式加工中心
卧式加工中心的工作原理主要包括以下几个步骤——工件装夹:将工件和夹具安装在工作台上,确保工件的位置和夹紧力符合加工要求。刀具选择和装夹:根据加工要求选择合适的刀具,并将其安装在主轴上。数控编程:根据工件的几何形状和加工工艺,编写数控程序。数控程序包括刀具路径、切削参数、坐标系等指令。数控系统处理:数控系统对数控程序进行处理,生成相应的控制信号。伺服驱动:伺服电机根据数控系统的控制信号,驱动工作台、主轴等部件进行运动。切削加工:刀具在主轴的带动下,按照预定的刀具路径进行切削加工。切削过程中,数控系统实时监控刀具的使用状态和加工状态,确保加工质量和安全。工件卸夹:加工完成后,将工件从工作台上卸下,进行后续处理。太原模具卧式加工中心