商机详情 -
广西正T式双交换卧式加工中心
防锈作用:切削液可以防止机床和工件的锈蚀,延长设备使用寿命。卧式加工中心切削液的作用——冷却作用:切削液通过喷射到切削区域,带走大量的热量,降低切削区域的温度,防止刀具过热,延长刀具寿命。润滑作用:切削液在切削区域的形成一层润滑膜,减少刀具与工件之间的摩擦,降低切削力,提高加工精度和表面质量。清洗作用:切削液可以冲刷掉切削区域的切屑和油污,保持切削区域的清洁,减少刀具磨损,延长刀具寿命。防锈作用:切削液可以防止机床和工件的锈蚀,延长设备使用寿命。卧式加工中心的自动化生产模式,可以减少人为因素对产品质量的影响,提高产品的一致性和稳定性。广西正T式双交换卧式加工中心
多工位卧式加工中心的较大优点就是高效率。传统的立式加工中心在加工过程中,需要多次更换刀具和工件,每次更换都需要耗费大量的时间,导致整个加工过程效率低下。而多工位卧式加工中心采用了多工位设计,可以同时进行多个工序的加工,提高了加工效率。此外,多工位卧式加工中心还采用了高速主轴、高速进给系统等先进技术,使得加工速度得到了极大的提升。多工位卧式加工中心具有高精度的特点。在加工过程中,多工位卧式加工中心采用了高精度的滚珠丝杠、直线导轨等传动元件,确保了机床的传动精度。同时,多工位卧式加工中心还采用了高精度的主轴、刀库等关键部件,保证了加工过程中的精度要求。此外,多工位卧式加工中心还具有自动测量、自动补偿等功能,可以在加工过程中实时监测和调整加工精度,确保零件的加工质量。广州高速卧式加工中心卧式加工中心可以实现模具的快速制造,缩短模具制造周期,提高模具的精度和使用寿命。

卧式加工中心实现自动化加工的途径——采用自动换刀系统:自动换刀系统是卧式加工中心实现自动化加工的重要途径之一。自动换刀系统可以实现刀具的快速更换,减少了人工干预的时间,提高了加工效率。自动换刀系统主要包括刀库、换刀机械手、刀套等部分。刀库用于存放刀具,换刀机械手用于抓取和放置刀具,刀套用于固定刀具。当需要更换刀具时,数控系统会发出指令,换刀机械手根据指令抓取相应的刀具,并将其安装到主轴上,从而实现刀具的自动更换。采用自动测量系统:自动测量系统是卧式加工中心实现自动化加工的另一个重要途径。自动测量系统可以实时监测工件的尺寸和形状,并将数据传输给数控系统,从而实现对工件的自动测量和调整。自动测量系统主要包括测头、测量软件等部分。测头是用于接触工件并获取其尺寸和形状信息的装置,测量软件用于处理测头采集的数据,并将其传输给数控系统。通过自动测量系统,可以实现对工件的实时监控,确保加工精度。
自动换刀系统是卧式加工中心的重要功能部件,用于实现刀具的自动更换。自动换刀系统通常由刀库、换刀机械手、换刀驱动器等部件组成。当需要更换刀具时,换刀机械手会自动从刀库中取出所需的刀具,并将其安装在主轴上,从而实现快速、准确的换刀操作。数控系统是卧式加工中心的控制主要,负责对机床的各个部件进行精确控制。数控系统通常采用计算机数控(CNC)技术,可以实现多轴联动控制、高速切削、复杂曲面加工等功能。数控系统的性能和稳定性直接影响到加工中心的加工精度和效率。冷却系统是卧式加工中心的重要组成部分,用于对切削过程中产生的热量进行冷却和排放。冷却系统通常包括冷却液箱、冷却泵、冷却管路等部件。冷却液可以有效地降低切削温度,延长刀具寿命,提高加工质量。卧式加工中心的主轴水平布置,适用于大型零件的加工,可以满足复杂零件的加工需求。
卧式加工中心的操作步骤——开机前准备:检查机床各部分是否完好,如有异常应及时报告维修人员进行处理。检查机床的润滑油、冷却液等液体是否充足,如不足应及时添加。检查刀具是否安装牢固,刀具长度是否符合加工要求。检查工件和夹具是否安装牢固,工件表面是否有油污、锈蚀等现象。根据加工任务,选择合适的刀具和切削参数。开机操作:打开机床电源,启动数控系统。检查数控系统显示屏上的各项参数是否正常,如有问题应及时进行调整。按照加工程序的要求,设置工件坐标系。将刀具安装到主轴上,调整刀具的高度和长度。将工件和夹具安装到工作台上,调整工件的位置和夹紧力。高效卧式加工中心采用了高速切削技术,提高了加工效率。吉林零件卧式加工中心
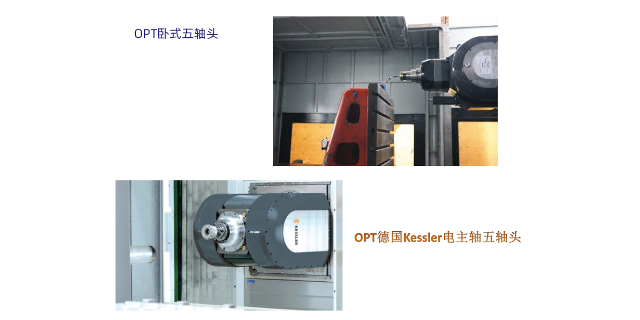
卧式加工中心可以通过工作台的旋转来实现四轴或五轴联动,以满足复杂曲面零件的加工需求。广西正T式双交换卧式加工中心
在卧式加工中心的切削过程中,切削参数的选择对加工质量和效率具有重要影响。切削参数主要包括切削速度、进给速度、切削深度和切削宽度等。切削速度:切削速度是指刀具旋转的速度,单位为米/分钟(m/min)。切削速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削速度越高,切削力越小,但切削速度过高容易导致刀具磨损过快和工件变形。进给速度:进给速度是指刀具或工件在切削过程中的移动速度,单位为毫米/分钟(mm/min)。进给速度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,进给速度越高,切削效率越高,但进给速度过高容易导致刀具磨损过快和工件变形。切削深度:切削深度是指刀具在一次切削过程中切入工件的深度,单位为毫米(mm)。切削深度的选择需要根据工件材料、刀具材料、刀具寿命等因素综合考虑。一般来说,切削深度越大,切削效率越高,但切削深度过大容易导致刀具磨损过快和工件变形。广西正T式双交换卧式加工中心