商机详情 -
四川数字工厂数字采集系统
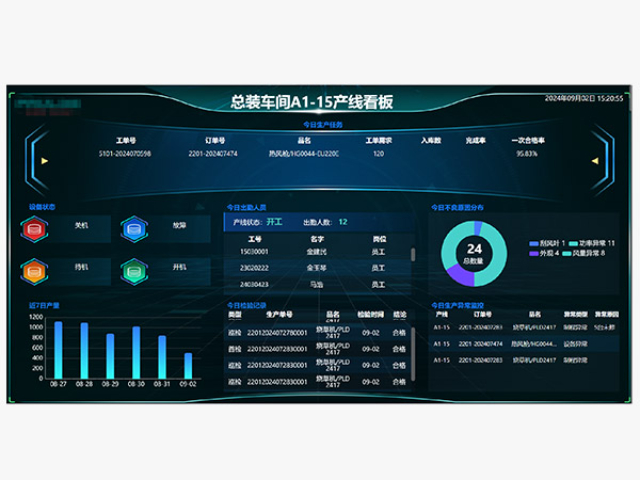
广东明睿智博针对当前智能制造中设备异构、协议多样的问题,打造了具备兼容性的工厂数字采集中间件平台,帮助企业统一管理各类设备运行数据。该平台支持接入主流PLC、工控机、DCS系统、老旧设备模拟信号等,通过统一的数据模型标准对采集信息进行整理和封装,为后端系统(MES、ERP、SCADA等)提供规范化的数据接口。明睿智博的数字采集平台还集成健康状态识别模块,自动分析设备振动、电流、电压等波动规律,提前识别潜在故障风险。平台具备自诊断、自恢复功能,即使在网络中断或设备失联情况下,也能本地缓存数据,保障生产连续性。该平台为生产现场提供稳定、实时、智能的数据通道,是实现工业互联网和智能工厂建设的关键枢纽之一。广东明睿智博自动化数字采集平台支持按任务配置采集频率与参数类型,适应多场景数据策略。四川数字工厂数字采集系统

广东明睿智博面向轨道交通设备企业,推出智能制造数字采集系统,专为车轴、轮对、转向架、制动系统等精密零部件制造与检测环节设计。系统与各类CNC、激光测量设备、探伤仪、涂装设备等数据接口对接,采集尺寸偏差、金相检测值、涂层参数、检测频率等数据,并按工件序列化管理。平台支持二维码与RFID绑定,实现工件在车间流转全程追踪,形成多维度的生产履历档案。广东明睿智博系统具备工业图表分析工具,支持生产异常趋势分析与设备故障预测,已部署于轨道交通配件供应商与整车制造企业,是保障产品可靠性与轨交车辆运行安全的重要数字基石。四川数字工厂数字采集系统广东明睿智博工业数字采集系统构建了设备层到管理层之间的数据桥梁,强化工业信息互通。

在现代物流仓储体系中,仓储物流数据采集成为提升作业效率与精细管理能力的重要基础。无论是货物出入库、搬运路径、货位占用,还是设备运行状态,都需借助高效的数据采集机制进行全流程追踪。广东明睿智博基于多年项目经验,打造了针对智能仓储场景的仓储物流数据采集系统,支持RFID、条码、图像识别等多种采集方式,并可与WMS、WCS系统无缝集成。系统具备多源数据融合与作业流程同步追踪能力,实现对仓储资源的动态监控和精确分配,帮助企业降低运营成本,提升库存周转效率,加快智能物流转型的步伐。
广东明睿智博在化妆品与个护品生产行业推出面向多批次小单快反模式的生产线数字采集系统,帮助企业在高速换线中实现质量不下降、工艺不丢失、数据不遗漏。系统采集从原料投放、混料、灌装、封盖、贴标、装箱的全过程参数,包括转速、配比、罐重、瓶型识别码等信息,并自动生成生产记录表。广东明睿智博系统与条码管理系统联动,可实现一瓶一码全程追踪。支持异常报警、超标剔除及实时人员工位识别,保障不同批次产品的一致性与高效率。系统现已服务于多个日化品牌的OEM/ODM企业车间,是提升快节奏个护品制造柔性管理与质量保障能力的重要平台。车间设备数据采集保障设备健康运行,广东明睿智博结合智能分析提升设备维护效率。
在智能制造多元化发展背景下,企业数据来源日益复杂,多源异构数据采集整合成为数字化转型过程中的一大挑战。广东明睿智博推出的数据整合平台支持对各类设备协议、软件系统、数据库格式的数据统一采集、映射与标准化处理。平台具备强大的标签系统与数据融合引擎,能够自动识别数据源差异并生成结构化数据。通过数据仓与API服务,企业可在上层应用中实现统一调用,大幅简化数据治理流程。该系统已广泛应用于涉及多品牌设备、异构IT系统并存的工厂场景,提升了数据利用效率与信息集成能力。广东明睿智博自动化数字采集系统支持复杂工艺流程的数据联动与自动反馈,提高整体运行效率。四川数字工厂数字采集系统
设备运行数据采集是智能维护的基础,广东明睿智博技术支持设备全生命周期管理。四川数字工厂数字采集系统
广东明睿智博针对智能装备制造企业推出工业现场数字采集系统,支持高频率、高精度、高并发的数据处理能力,特别适用于多轴联动设备与复杂工艺嵌套的制造流程。系统可采集关键部件的温度、震动、润滑状态、轴向位移、IO响应时间、主轴转速等动态运行数据,同时兼容EtherCAT、Profinet、CC-Link等多种通讯协议。明睿智博平台内置数据缓冲与异常识别机制,即便在网络波动或现场断电情况下,也可确保数据完整性不受损失。系统还与上层的MES系统联动,按产品型号与订单自动关联工艺参数,实现工序级数据留痕与质量管控。应用于数控机床、激光设备、自动测试机、机器人整机等场景,有效提高设备利用率、减少运维成本,是推进智能装备产业链高效化的重要数字基础设施。四川数字工厂数字采集系统