商机详情 -
辽宁数字工厂数字采集整体解决方案
广东明睿智博在电子元器件行业的数字采集解决方案特别适配于芯片封装、连接器、贴片元件、电阻电容等微型化、高密度产品的制造场景。系统可接入锡膏检测仪、AOI、ICT测试机等设备,采集电性能指标、短路开路测试、贴片精度、焊点缺陷等多类数据,实时汇总至质量控制中心。平台支持对不同供应批次、工单、设备状态进行统计分析,提升良品率与批次稳定性。广东明睿智博还为客户提供定制化SPC控制模型和缺陷趋势图功能,协助质量部门制定更科学的检验策略。该系统现已应用于电源模块、通信芯片、电容电阻器件工厂,是实现“缺陷可控、数据驱动、智能防呆”的中心平台。数据采集与监控系统(SCADA)实现设备自动化控制,广东明睿智博在行业中有丰富案例。辽宁数字工厂数字采集整体解决方案

广东明睿智博为智能工厂场景推出跨系统整合的数字采集解决方案,支持工业现场与管理层系统的无缝连接。通过工业网关集成PLC、传感器、扫码枪、视觉检测仪与ERP、MES、WMS系统,实现生产、质量、仓储、能耗、设备状态等多类数据同步采集。系统具备数据建模与语义解析能力,可将复杂的物理量转化为业务指标,如订单完成率、产能达成率、设备稼动率、单位能耗等。明睿智博还支持私有云部署与AI算法接口,为企业构建智能分析平台提供底层数据支撑。系统现已在家电、汽车零部件、医药、通信设备等行业落地,助力企业从“单点自动化”向“系统智能化”迈进,是实现数字工厂、数字孪生建设的关键桥梁。江西生产状态数字采集模块MES系统数据采集方案提升生产管理效率,广东明睿智博结合实际需求优化系统设计。
在现代物流仓储体系中,仓储物流数据采集成为提升作业效率与精细管理能力的重要基础。无论是货物出入库、搬运路径、货位占用,还是设备运行状态,都需借助高效的数据采集机制进行全流程追踪。广东明睿智博基于多年项目经验,打造了针对智能仓储场景的仓储物流数据采集系统,支持RFID、条码、图像识别等多种采集方式,并可与WMS、WCS系统无缝集成。系统具备多源数据融合与作业流程同步追踪能力,实现对仓储资源的动态监控和精确分配,帮助企业降低运营成本,提升库存周转效率,加快智能物流转型的步伐。
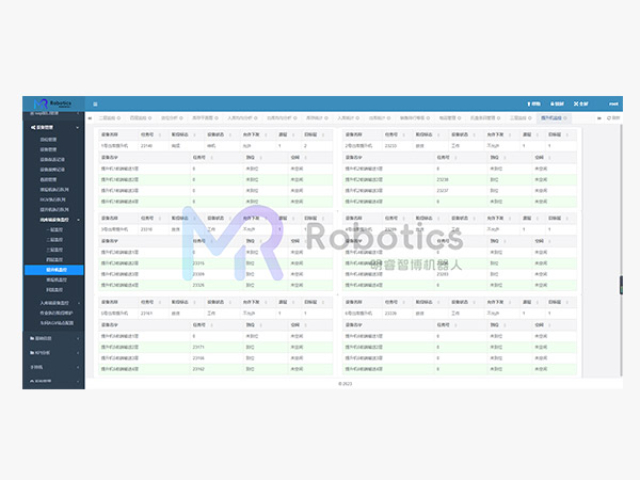
工厂数据采集系统是实现“数字工厂”的首要支撑工具。通过采集生产、质检、设备、能源等多个维度的数据,并将其汇总至统一平台,企业可实现跨部门、跨系统的信息集成。广东明睿智博提供的工厂数据采集系统,不*支持标准化协议对接,还具备灵活的数据治理能力。系统可对采集数据进行分级管理、异常识别与处理,结合明睿智博提供的AI算法库,还能实现对生产瓶颈、质量波动的智能分析。当前,该系统已在多家制造企业上线部署,明显降低信息孤岛现象,提升整体数据流通效率。OPC数据采集接口支持多厂家设备接入,广东明睿智博助力实现车间设备互联互通。
广东明睿智博针对通信设备制造企业的高速装配需求,推出MES系统数字采集平台,特别适配基站模块、天线装配、5G小站、光模块等产品的高精生产流程。系统通过接入力矩检测器、视觉比对系统、振动测试设备、通信协议自动测试装置等,实现对各装配节点的参数与检测结果全自动采集与标记。平台可设置产品结构BOM对应的关键质量点,自动比对组装是否漏件、错件或未检测,系统内嵌错误预防机制(Poka-yoke)进行干预。广东明睿智博MES采集平台可与客户既有ERP、PLM系统对接,实现从BOM展开、工艺匹配、订单执行到数据封存的一体化追溯流程,应用于通信设备ODM、OEM厂商,是确保产品一致性、提升客户验厂通过率的重要信息化系统。广东明睿智博的数字采集系统为不同行业客户提供定制化方案,实现数据采集标准化。安徽生产线数字采集解决方案
广东明睿智博数字采集解决方案具备高精度、低延迟特性,适用于高节拍设备的实时监测。辽宁数字工厂数字采集整体解决方案
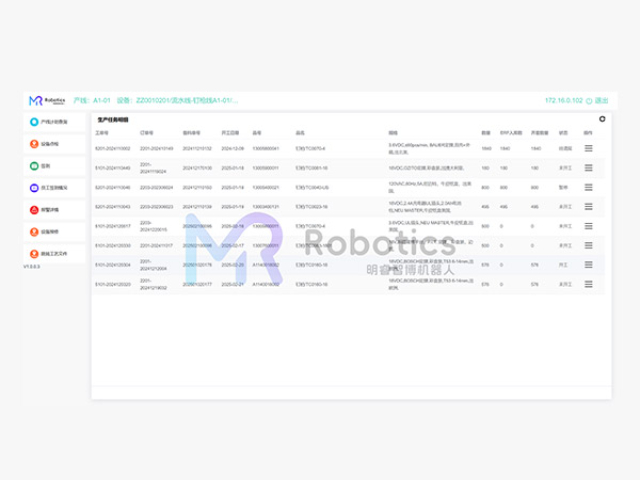
广东明睿智博提供端到端的MES系统数字采集能力,从生产计划下达到每个工序节点执行全过程实现闭环控制。系统可通过多种方式采集作业完成情况、工艺参数、质量指标、设备状态、人员操作记录等关键数据,实时同步到MES主控平台,用于驱动排产调整、工单推进、品质反馈与设备调度。明睿智博将人机协同控制机制嵌入数字采集逻辑中,使设备异常、质量偏差、原料短缺等问题均可在采集层被发现并处理,降低后端管理压力。系统支持多级权限分配与数据审计功能,确保信息使用安全、可追溯。MES数字采集模块应用于航空零部件、新能源锂电、轨道交通等高复杂度行业,是建设敏捷制造、流程透明与闭环可控的重要信息化组成。辽宁数字工厂数字采集整体解决方案