商机详情 -
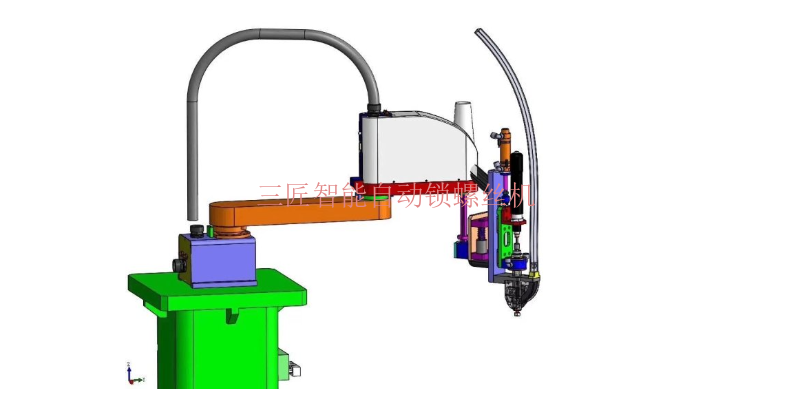
滁州双工位自动打螺丝机
在汽车零部件与整车装配环节中,锁螺丝机也展现了其强大的适用性。从精细的发动机管理单元、传感器,到门板、中控台等内饰件,再到刹车片、雨刮器等安全零部件,其组装过程都涉及多种规格的螺丝紧固。这些环节对紧固质量的要求极为严苛,任何一颗螺丝的松动都可能带来严重后果。锁螺丝机能够被编程以应对不同的扭矩和顺序要求,准确地完成多品种、多工位的锁附任务。在车身车间,大型多轴锁螺丝机器人甚至可以携带多个批头,协同完成车门、座椅等部件的安装,确保了极高的重复定位精度和扭矩控制,满足了汽车工业对安全与质量的苛刻标准。从螺丝筛选到锁付完成,全流程自动化无需人手接触零件。滁州双工位自动打螺丝机

多轴锁螺丝机的机械结构呈现出高度的集成化与模块化特征。其机架通常采用刚性良好的铝合金型材或钢结构,以确保多个锁付头在同时工作时保持稳定的相对位置。锁付单元本身可根据产品螺丝孔位的分布图进行定制化布局,通过调整安装板上的轴位置来匹配不同的工件。每个锁付轴都配备单独的深度调节机构和浮动接头,允许微小的自对准补偿,以适应工件表面的轻微不平或定位公差。这种模块化设计使得同一台设备能够通过更换不同的锁付头安装板来适应多种产品的生产需求,在转换产品时无需更换整机,大幅提高了设备的通用性与产线调整的灵活性。温州吹气式自动打螺丝机厂家适用于狭窄空间作业,解决人工难以操作的锁螺丝难题。
在自动化集成层面,锁螺丝机的定制化解决方案表现得尤为关键。根据客户现有生产线的布局和节拍要求,设备可以设计成桌面式单体站、在线式流水线工作站或多轴龙门式系统等多种形态。如果生产线空间紧凑,可以定制悬臂式或滑台式的结构,以较小的占地面积完成特定区域的锁附任务。对于需要在一个工件上锁附多种不同规格螺丝的情况,可以定制配备有多套供料系统和可自动更换批头的复合型设备。此外,与生产线上的传送带、机器人、装配夹具乃至MES系统的通讯接口和联动逻辑,都需要在定制阶段进行详尽规划与调试,确保新设备能够无缝嵌入到整体的生产生态中。
锁螺丝机的工作原理首先依赖于准确的供料系统。通常,散装的螺丝会被倒入一个振动盘或供料器内。供料器通过高频振动,利用轨道上的特定筛选结构,将方向不一致的螺丝自动排列整齐,并使其沿着轨道有序地输送至出料口。在这个过程中,可能还会配合吹气或导轨机构,将螺丝稳定地传送到一个固定的取料位置,即送钉管或等待工位。这个阶段的稳定性和可靠性至关重要,任何卡料或方向错误都会导致后续锁附失败。其重要在于通过机械振动和精巧的结构设计,实现杂乱无章的螺丝的自动化、定向排列与供给,为后续的抓取和锁附动作奠定基础。质优售后服务团队提供快速响应,确保生产持续不间断。

锁螺丝机的定位与控制系统构成了其自动化功能的关键支撑。现代锁螺丝设备通常搭载机器视觉系统或激光定位传感器,通过图像处理技术识别工件上的螺丝孔位置,并引导执行机构进行准确对位。在控制层面,PLC或专门运动控制器会综合处理来自编码器、扭矩传感器和位置检测元件的信号,动态调整电机的运行参数。例如,当系统检测到螺丝在锁入过程中遇到异常阻力时,会立即启动保护程序,暂停作业并发出警报。这种多层次的控制策略不只保证了锁付位置的准确性,也大幅提升了整个系统应对复杂工况的稳定性与可靠性。支持远程监控功能,管理人员可实时掌握设备运行状况。滁州双工位自动打螺丝机
自动化升级助力企业提升智能制造水平,增强市场竞争力。滁州双工位自动打螺丝机
桌面式锁螺丝机的定位与夹紧方案针对小型工件进行了专门优化。由于作业范围集中在桌面空间内,工件通常通过精密的夹具进行定位和固定。这些夹具可能采用手动快夹、气动或真空吸附等方式,确保工件在锁付过程中不会移动。设备的定位系统则根据配置不同而有所差异:经济型号可能依赖机械挡块或预先设定的程序坐标进行重复定位;而高精度型号则会配备视觉定位系统,通过摄像头捕捉工件上的特征点或螺丝孔位置,自动校正锁付坐标,从而补偿工件或夹具的放置误差。这种灵活的定位能力,使桌面式设备能够适应来料的一致性波动,保障锁付作业的准确性。滁州双工位自动打螺丝机