商机详情 -
河源mim粉末冶金
注射阶段将喂料加热至流动状态,在适配的注塑机与温控系统下充填模腔,形成生坯。粉末冶金MIM的模具工程需同时平衡流道阻力、熔接线、困气与脱模强度,并依据烧结收缩率(常见14–20%)实施尺寸“反向放大”。浇口位置与型腔排气直接影响致密度与外观缺陷,局部薄壁与深腔细筋需通过保压、模温梯度和分段充填优化。为降低翘曲与内部缺陷,常辅以CAE流动分析、真空辅助与阀浇口控制。模具钢材、表面处理及镶件设计,决定了MIM量产的稳定窗与模寿命,是粉末冶金工艺落地的关键抓手。粉末冶金在新能源电机部件中发挥作用。河源mim粉末冶金

高质量粉末是粉末冶金成功的前提。常见的粉末制备方法包括雾化法、还原法、机械合金化等。其中,气雾化技术非常广,能够生产球形度高、粒度分布窄、含氧量低的粉末,适合MIM工艺使用。水雾化粉末成本低,但球形度较差,更多用于传统压制烧结。机械合金化则适用于制备新型复合材料粉末。粉末冶金对粉末的要求极为严格,不仅要保证化学成分稳定,还需控制杂质、氧含量以及粉末流动性。随着粉末制备技术的不断提升,粉末冶金MIM在材料上的应用潜力将进一步释放。宁波粉末冶金多少钱粉末冶金在3C电子行业应用实力。

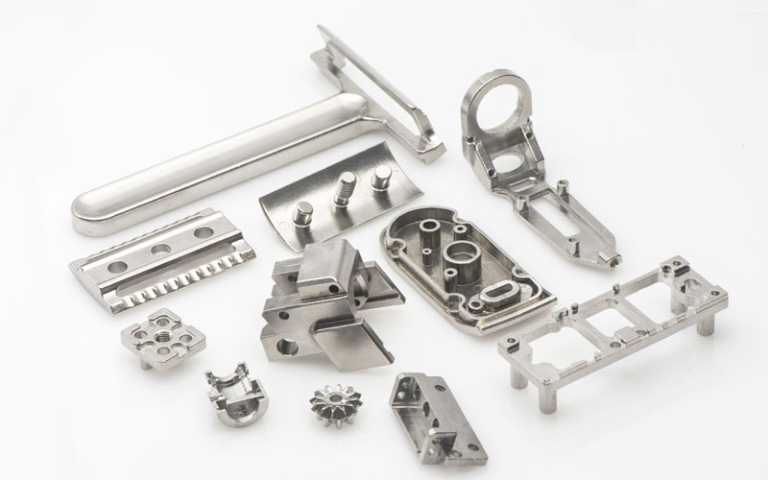
在消费电子领域,粉末冶金MIM凭借小型化与高自由度优势,已大规模应用于手机卡托、侧键、摄像头支架、转轴、扣件、穿戴设备微结构等。对比CNC,MIM在复杂形状、薄壁肋筋、内腔孔道与批量一致性方面更具优势,且单位成本在中高批量更具竞争力。为满足外观与触感,常结合喷砂、滚抛、精抛、PVD、阳极或电镀等后处理,并通过选择316L、17-4PH、MIM钛或软磁材实现耐蚀、强度与磁特性平衡。随着折叠设备与AR穿戴兴起,粉末冶金将继续扩展在微型铰链、精密导向与装饰结构件上的版图
虽然粉末冶金MIM技术优势明显,但其产业化过程中仍面临诸多挑战。首先是喂料均匀性和粘结剂体系的开发,直接影响成形与脱脂过程的稳定性。其次是模具精度与耐用性问题,模具成本在MIM总成本中占比很高,设计不合理会导致翘曲、缩孔或裂纹。第三是烧结环节,如何控制收缩一致性和避免变形,是粉末冶金MIM的工艺难点之一。零件后处理(如热处理、电镀)也需兼容粉末冶金的特性,否则容易出现裂纹或表面缺陷。因此,粉末冶金企业往往需要跨学科的团队,涵盖粉末材料学、模具工程、烧结技术与表面处理工艺,才能实现稳定量产。粉末冶金材料覆盖钢、钛合金和硬质合金。
航空航天零件对材料性能和质量稳定性要求极其苛刻,而粉末冶金MIM在轻量化合金和强度高的零件制造中展现出巨大潜力。典型应用包括航空发动机的涡轮叶片支架、燃油系统部件、卫星结构连接件等。粉末冶金工艺可有效节省昂贵的钛合金、镍基合金和钨合金材料,同时保证复杂结构与批量一致性。然而,航天零件需满足更高的致密度和疲劳寿命要求,因此对粉末纯度、烧结气氛和工艺窗口控制提出了更高标准。粉末冶金MIM企业通常采用高真空烧结、热等静压以及多次检测工艺来满足航空航天标准。尽管门槛高,但其在轻量化与复杂设计的优势,使粉末冶金成为航空航天零件制造的重要发展方向。粉末冶金的烧结环节决定致密度与强度。河源mim粉末冶金
粉末冶金技术助力机器人制造精密谐波减速器柔轮。河源mim粉末冶金
粉末冶金不仅应用于不锈钢和钛合金,也经常服务于硬质合金与耐磨零件的生产。MIM硬质合金制品,如刀具、喷嘴、阀座、轴承零件,兼具高硬度与耐磨性,适用于极端工况。传统硬质合金加工难度大、成本高,而粉末冶金能够高效制造复杂结构件,避免大量机加工过程。通过调整粉末颗粒比例与烧结工艺,可在硬度、韧性和耐磨性之间实现优化平衡。此外,粉末冶金零件还能通过表面涂层进一步提升寿命。随着采矿、石油化工和重工业对耐磨零件需求的增加,MIM硬质合金制品正逐渐成为行业的新宠。河源mim粉末冶金
深圳市伊比精密科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在广东省等地区的机械及行业设备中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同深圳市伊比精密科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!