商机详情 -
海南纯蒸汽品质检测仪案例
实验室蒸汽干度检测仪是一种专门用于测量蒸汽中水分含量的仪器,其主要功能是确定蒸汽的干度水平。2025年中国GMP《无菌附录 1》征求意见稿发布后,蒸汽质量三项已成为药监现场核查必检项目,实验室环境中蒸汽干度的测定更显关键。这里的干度指湿饱和蒸汽处于气液两相动态平衡状态下干蒸汽的占比,它决定蒸汽的比焓,测量时需要将双相蒸汽变成单相才能计算,直接影响灭菌效果和产品安全。干度不足会让蒸汽相变放热变少,导致载荷浸润出现湿包现象,还可能造成灭菌不完全或设备损坏;干度过高则可能在蒸汽膨胀时引发过热。该仪器依托精密传感器和前沿检测技术,能确保干度符合 EN285:2015中不低于0.95的标准,迅速准确测量蒸汽干度。不同于传统手动检测需要两人配合、耗时约两小时且温度偏差1℃就会造成0.022的干度差距,它具备自动化操作界面,简化检测流程,大幅减少人为误差,确保蒸汽品质满足工艺要求。加热法蒸汽品质检测仪将双相蒸汽加热至过热态,凭温压算焓值得干度,适配制药业严要求。海南纯蒸汽品质检测仪案例

测量蒸汽干度的技术方法多样,其中加热法与节流法是热力学测量中较为常见的两种方式。加热法的关键在于将双相状态的饱和蒸汽加热至单相过热状态,进而通过测量加热前后的温度和压力,计算出蒸汽的焓值,从而准确确定蒸汽干度。相比之下,节流法则是通过蒸汽在节流孔的压力降低,使蒸汽进入过热状态,再依据过热蒸汽的温度和压力数据推算干度。两者的根本区别在于处理蒸汽状态的方式:加热法主动施加热能,确保蒸汽达到过热状态;节流法则依赖压力降低实现过热。节流法的应用条件是蒸汽必须具有较高的初始压力或干度,通常工业蒸汽系统压力在10至20bar,适合节流法测量。然而,制药行业蒸汽压力普遍较低,约3至4bar,难以通过节流达到稳定过热状态,导致节流法测量的结果存在偏差,尤其在干度95%至97%范围内,测得干度往往偏高,无法反映实际情况。加热法则通过加热过程克服了这一限制,适用范围涵盖干度较低至较高的蒸汽,扩展了测量的适用性。此外,加热法结合自动化控制系统,能够实时监测温度和压力,确保蒸汽状态稳定,测量数据准确且重复性好。湖南智能型纯蒸汽品质检测仪品牌Infinity SQM-1 Pro,生产力的守护者,通过检测蒸汽干度、过热度,助力工业生产质量升级。
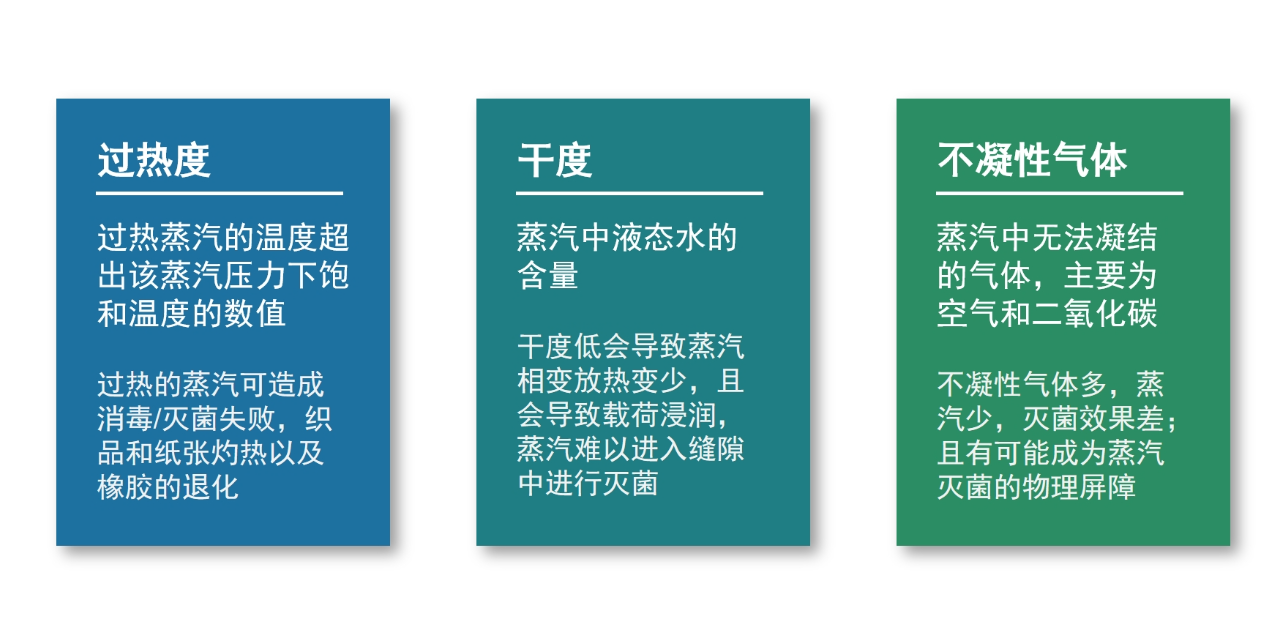
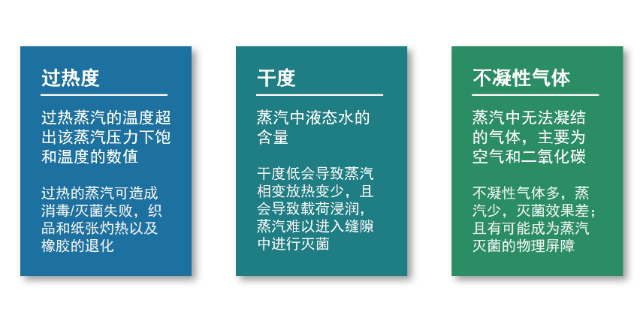
采购国产蒸汽质量检测仪时,需综合考虑设备性能、符合标准、操作便捷性及售后服务等多个方面。首先,设备必须满足相关法规和行业标准,如EN285及新版GMP要求,能够准确检测蒸汽的干度、过热度和不凝性气体三项指标,确保蒸汽质量符合灭菌工艺的需求。其次,采购时应关注检测效率,选择能够迅速完成检测的设备,如INFINITY SQM-1 Pro全自动蒸汽品质检测仪,检测时间控制在5分钟以内,有助于提升生产节奏。操作便捷性也是重要考量,设备设计应符合人体工学,操作界面简洁直观,减少培训成本和操作失误。同时,数据管理功能不可忽视,符合GMP规范的软件系统支持用户权限管理、审计追踪和报警管理,保障数据的完整性和安全性。采购时还应考虑设备的移动性和多端口数据输出功能,方便在不同检测点灵活使用并实现远程控制。售后服务是保障设备长期稳定运行的关键,供应商应提供及时的技术支持、设备维护和校准服务,确保检测结果的准确可靠。此外,采购过程中需核实供应商的资质和行业经验,优先选择具备研发和生产能力的企业。
加热法作为蒸汽干度检测中的一种热力学方法,其原理在于将处于双相状态的饱和湿蒸汽通过加热过程转化为单相过热蒸汽,从而简化了蒸汽干度的计算。具体来说,蒸汽在不同状态下的焓值变化与水分含量密切相关,传统检测方法难以准确区分混合相的蒸汽成分,而加热法通过控制加热过程,使蒸汽达到稳定的过热状态,利用温度和压力参数进行精确测量,提高了测量的准确性。加热法不仅适用于干度高(97%以上)的蒸汽检测,也能覆盖较低干度(80%-97%)的测量需求,拓宽了检测范围,满足了多样化的工业应用需求。自动化的加热法检测系统通过传感器和控制器的协同作用,实现了对蒸汽温度、压力的实时监控和数据的准确计算,确保了测量结果的稳定性和重复性。这种技术的成熟度使其成为替代传统手动检测的方案,提升了检测效率和数据可靠性。虽然加热法对设备的传感器和加热装置提出了较高的技术和成本要求,但对于追求精确蒸汽质量控制的行业来说,这种投入带来了更可靠的检测保障。特别是在制药行业,蒸汽质量直接关系到灭菌效果和产品安全,加热法的应用为纯蒸汽干度的准确测量提供了坚实的技术支撑。国产蒸汽品质检测仪的优势包括售后响应快、软件界面友好、符合本土应用习惯,以及持续的技术升级服务。
实验室蒸汽质量检测仪的校准是保证测量准确性和数据可靠性的关键环节。正确的校准方法能够确保检测仪器在使用过程中保持稳定的性能,满足EN285灭菌用蒸汽检测法规及行业标准要求。校准通常涉及对仪器的干度、过热度和不凝性气体检测模块进行系统性验证。尤其需针对加热法检测系统的关键部件展开。首先,需使用标准流量计和温度探头等校准装置,确保加热法中关键的压力和温度传感器测量精度,校准时应模拟实际蒸汽环境,使用已知标准的蒸汽样本(涵盖加热法适用的80%-97%及97%以上干度范围)进行检测,比较仪器读数与标准值的偏差。校准过程应由具备资质的机构执行,周期一般为每年一次,压力和温度传感器则建议每半年进行校准。实验室环境需保持洁净,避免外部因素影响校准结果。校准完成后,相关数据必须详细记录,保存至少三年,便于追溯和审计。INFINITY SQM-1 Pro检测仪配备了符合GMP要求的软件系统,支持计量管理及提醒功能,能够实现校准周期管理和操作日志审计,帮助用户规范校准流程,确保检测数据的准确性和合规性。节流法蒸汽品质检测仪依赖较高的压力,在制药3-4bar蒸汽中难测95%-97%干度。湖北智能型纯蒸汽品质检测仪对比
台式蒸汽质量检测仪报价因功能和配置不同而异,用户应结合实际需求选择性价比更高的产品。海南纯蒸汽品质检测仪案例
正确使用蒸汽品质检测仪是确保检测结果准确可靠的前提。操作时,首先需确认仪器已正确连接蒸汽管路,确保连接稳固且无泄漏,同时管路需符合 EN285:2015 5.1.3的隔热要求,避免散热不均引发局部过热影响检测数据。因为制药行业依赖的湿饱和蒸汽是处于气液两相动态平衡状态的灭菌用蒸汽,其干度检测需要将双相蒸汽转化为单相状态,也就是冷凝成水相或者变成单一的过热态,双相状态下无法确认比焓,而蒸汽干度又需要通过比焓来计算。启动设备后,仪器通常需要预热阶段,以保证传感器达到工作温度,预热时间一般约15分钟。预热完成后,用户通过触摸屏或操作界面启动检测程序,仪器会自动采集蒸汽样本,且会规避节流法。节流法不适合制药行业低压力、高精度的需求,它更适合干度精度要求不高、蒸汽状态稳定且干度在0.5~0.9之间、工作压力通常大于10bar的工业场景。仪器会将双相蒸汽转为单相后,测量干度、过热度及不凝性气体,同时参照EN285标准,确保干度≥0.95、非冷凝气体≤3.5ml/100ml冷凝液、过热温度不超过25K,避免过热蒸汽干扰检测。海南纯蒸汽品质检测仪案例