商机详情 -
江苏PLC控制柜怎么样
控制柜发生故障时,一套系统化的排查思路至关重要。首先应进行问询和观察,了解故障发生时的现象,查看柜内是否有报警指示灯(PLC、变频器)。第一步通常是检查电源,从总电源输入开始,逐级测量各级断路器、开关电源的输出是否正常,电源问题是比较高发的故障原因。第二步是检查输入输出信号,利用PLC的在线监控功能,查看输入点状态是否与现场实际一致,输出点是否按逻辑动作,这样可以快速定位是外部传感器/执行器故障,还是柜内元件或程序问题。对于变频器故障,需查阅其故障代码手册。使用替换法(用已知良好的元件替换怀疑故障的元件)也是常用的高效手段。始终保持从简到繁、由外至内的原则,可避免走弯路。无锡祥冬电气科技有限公司的控制柜广泛应用于工业自动化领域。江苏PLC控制柜怎么样

控制柜的未来发展将呈现小型化、集成化与绿色化趋势。随着芯片技术的进步,PLC 与传感器等元件的体积不断缩小,使得控制柜的尺寸可大幅减小,如微型控制柜的体积只为传统控制柜的 1/5,适用于空间受限的场景(如机器人关节控制);集成化设计将控制、驱动、通讯等功能整合到一个模块中,减少内部连线,提高系统可靠性;绿色化则体现在采用低功耗元件与节能散热技术,如使用高效电机驱动模块,能耗降低 20% 以上,同时采用太阳能辅助供电,减少对电网的依赖。此外,控制柜将与人工智能深度融合,通过机器学习算法优化控制策略,如根据历史数据自动调整生产线的运行参数,实现能耗比较低化与效率比较大化,为工业可持续发展提供有力支撑。湖南智能控制柜以客为尊通过时间同步技术,电气柜确保分布式设备动作协调一致,避免时序错误。
控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。
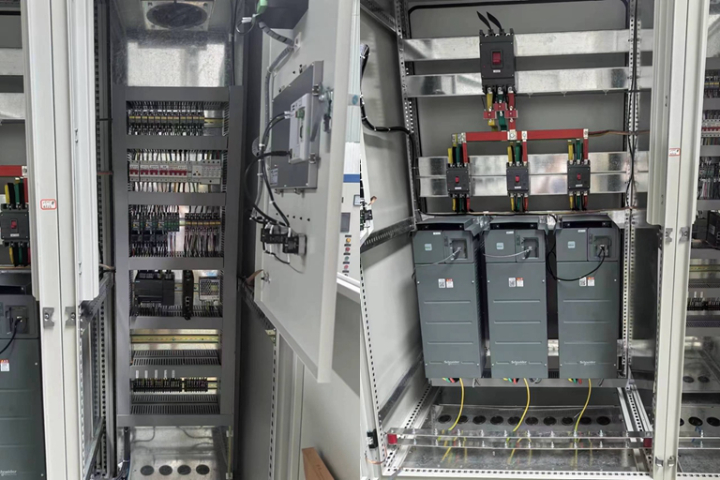
控制柜的内部结构遵循“功能分区、强弱分离”的原则,通常分为电源区、控制区与输出区。电源区位于柜体顶部,包含进线断路器、滤波器及变压器,负责将外部电源转换为设备所需电压等级,并通过滤波器消除电网干扰;控制区位于中部,是PLC、HMI(人机界面)、中间继电器等中心元件的集中区域,通过导轨安装实现模块化组合,便于后期扩展与维护;输出区位于底部,包含接触器、热继电器及端子排,负责将控制信号转换为执行机构的动作指令,并通过端子排实现外部设备连接。布线方面,强电线路(如电机电源线)采用粗线径电缆,沿柜体两侧走线槽固定;弱电线路(如传感器信号线)则使用屏蔽线缆,通过扎带捆扎并远离强电区域,以减少电磁干扰。此外,柜内预留20%-30%的冗余空间,为未来元件增设或线路改造提供便利。经过严格绝缘测试的控制柜,确保在电网中安全稳定运行,无后顾之忧。

控制柜的分类依据功能、行业及环境适应性可分为三大类。较早类是按功能划分:动力柜负责大功率设备供电,如电机驱动;配电柜实现电能分配与过载保护;PLC控制柜专注于逻辑控制与自动化流程管理;变频控制柜则通过调节电机转速实现节能运行。第二类是按行业划分:制造业控制柜强调高精度与实时性,如汽车焊接生产线中的伺服控制柜;能源行业控制柜需适应极端环境,如风电场中的户外防腐蚀控制柜;建筑领域控制柜侧重智能化,如楼宇自控系统中的BACnet协议控制柜。第三类是按环境划分:普通型控制柜适用于室内干燥环境;防爆型控制柜采用特殊密封结构,用于化工、油气等易燃易爆场所;防水型控制柜通过IP65及以上防护等级,满足户外或潮湿环境需求。例如,在食品加工厂中,不锈钢材质的防水控制柜可防止冷凝水腐蚀,同时满足卫生标准;而在矿山作业中,防爆控制柜需通过ATEX认证,确保在瓦斯环境下安全运行。不同场景的控制柜设计需综合考量电气参数、机械强度及环境适应性,以实现可靠运行。通过智能控制柜,企业可以实现生产过程的自动化管理。江苏智能控制柜怎么样
控制柜的布线美观合理,展现出良好的工艺水平。江苏PLC控制柜怎么样
控制柜一旦发生故障,快速准确的诊断至关重要。排除应遵循“从外到内、从电源到信号、从手动到自动”的原则。首先检查外部因素:电源是否正常?急停按钮是否被按下?现场传感器或执行机构是否损坏?若外部无问题,则打开柜门(确保安全断电后),观察指示灯、故障代码(PLC、变频器会提供宝贵信息)。使用万用表、钳形表等工具测量输入/输出电压、电流,检查保险丝、断路器状态。通过编程软件在线监控PLC程序运行,查看哪一段逻辑未被执行,从而定位故障点。常见故障包括:电源故障(缺相、电压不稳)、元件故障(接触器触点烧蚀、继电器线圈损坏)、线路故障(导线断路、绝缘下降)、以及干扰问题(信号误动)。丰富的经验和系统的排查方法是快速解决问题的钥匙。江苏PLC控制柜怎么样