商机详情 -
陕西销售控制柜技术指导
控制柜技术正朝着智能化、数字化、集成化的方向飞速演进。物联网(IIoT)技术使得现代控制柜能够通过工业以太网和云平台实现远程监控、数据采集和预测性维护,从被动维修变为主动管理。硬件上,模块化、高集成度的设计减少了柜内体积和接线复杂度;固态继电器、智能断路器等高可靠性元件得到广泛应用。软件方面,基于PC的控制、虚拟调试和数字孪生技术正在改变传统的设计与调试模式。此外,对能效的要求促使更多节能元件(如高效变频器)和能量管理功能被集成进来。未来的控制柜将不再是一个孤立的黑箱,而是成为一个开放、互联、智能的网络节点,为构建柔性化、透明化的智慧工厂提供底层支撑。电气柜的能效监测功能可生成用电报告,帮助企业优化能源管理策略。陕西销售控制柜技术指导
控制柜的电磁兼容性(EMC)设计旨在减少电磁干扰(EMI)对系统的影响,同时避免自身成为干扰源。干扰来源包括电源谐波、电机启停产生的瞬态电压及无线通信设备辐射。抑制措施可分为屏蔽、滤波与接地三类。屏蔽设计通过金属柜体(如钢板厚度≥1.5mm)形成法拉第笼,阻挡外部电磁场侵入;对于高频干扰(如变频器产生的10kHz~1MHz噪声),需在柜门缝隙处加装导电橡胶条,确保屏蔽连续性。滤波设计通过在电源输入端安装EMI滤波器,抑制传导干扰;例如,某注塑机控制柜采用共模电感与X/Y电容组合滤波器,将电源线噪声从50dBμV降至30dBμV以下。接地设计是EMC的中心,需遵循“单点接地”原则,将设备外壳、屏蔽层及信号地通过低阻抗路径连接至接地排,避免地环路干扰。例如,在PLC控制柜中,信号地与功率地需通过磁珠隔离,防止电机启停产生的地电位波动影响模拟量输入精度。此外,线缆布局需遵循“强电与弱电分离、高频与低频分离”原则,将动力电缆与信号电缆间距保持在30cm以上,或通过金属桥架分层敷设。云南哪里控制柜以客为尊电气柜的远程诊断功能可让工程师实时查看设备日志,快速排查故障。

农业温室的控制柜将环境控制与物联网技术相结合,通过手机 APP 就能远程调节各项参数。内部的 CO₂浓度传感器会根据作物生长阶段自动控制气阀开度,在光合作用旺盛的正午时段,将浓度提升至 800ppm 以促进生长。光照控制模块会根据不同作物需求,自动调节补光灯的光谱和照射时长,生菜种植模式下蓝光比例会提高 20%。柜内的土壤墒情监测单元通过埋设在田间的传感器,精确控制滴灌系统的启停,比传统灌溉方式节水 50% 以上。系统还具备故障自诊断功能,能自动识别传感器故障并切换至备用通道。
控制柜在长期运行中可能出现多种故障,如接触器触点烧蚀、PLC通信中断、变频器过热等。常见原因包括负载过大、散热不良、接线松动或电磁干扰。为减少故障,应定期进行维护,包括清洁柜内灰尘、检查接线端子是否紧固、测试保护装置是否正常动作。对于易损件(如继电器、散热风扇),应制定更换周期。此外,可通过加装温度传感器、电流监测模块等实时监控设备状态,提前预警潜在问题。建立完善的维护记录,有助于分析故障规律,优化维护策略,提高设备运行稳定性。电气柜的防尘设计(IP5X以上)适用于沙漠、矿山等恶劣环境。

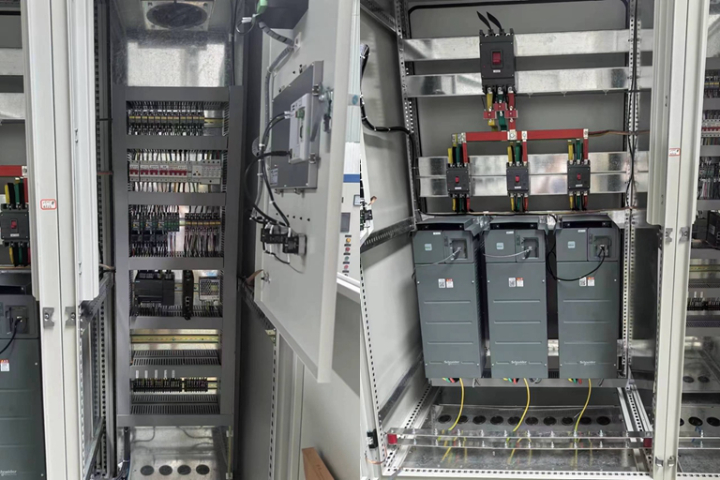
在现代化的工业生产车间里,控制柜宛如一颗跳动的“心脏”,是整个生产系统的中心枢纽。它通常被安置在车间相对安全且便于操作和维护的位置,外观多为坚固的金属材质,能有效抵御外界的碰撞、灰尘和潮湿等干扰。控制柜内部,密密麻麻地排列着各种电气元件,从微型的继电器到大型的变频器,从简单的开关按钮到复杂的可编程逻辑控制器(PLC),它们各司其职又相互协作。当生产线启动时,控制柜如同一位经验丰富的指挥官,精细地发出各种指令,控制着机械设备的运转速度、方向和力度。例如,在汽车制造生产线中,控制柜精确地控制着焊接机器人的动作,确保每一个焊点都牢固可靠;在食品包装生产线中,它又能精细地调节包装机的封口温度和速度,保证产品的质量和卫生。没有控制柜,工业生产将陷入混乱,无法实现高效、稳定和自动化的运行。它不仅提高了生产效率,降低了人工成本,还更加提升了产品的质量和一致性,是现代工业不可或缺的重要组成部分。通过AR技术,运维人员可扫描电气柜二维码获取设备信息与维修指南。中国香港消防控制柜施工
坚固防护外壳的控制柜,能抵御外界干扰,为内部元件筑牢安全防线。陕西销售控制柜技术指导
控制柜的成本构成包括元件采购(60%~70%)、柜体加工(15%~20%)及装配调试(10%~15%)。供应链管理需通过集中采购、优化库存及缩短交货周期降低成本。例如,某自动化设备厂商与施耐德、西门子等供应商签订长期框架协议,锁定元件价格,降低市场波动风险;同时采用VMI(供应商管理库存)模式,由供应商根据生产计划自动补货,减少库存积压。柜体加工成本可通过自动化生产线降低,如采用激光切割机替代传统冲床,提高材料利用率;采用机器人焊接替代人工焊接,提升加工精度与效率。装配调试环节的成本优化需通过标准化作业实现,例如,制定《控制柜装配工艺规程》,明确线缆绑扎间距(如50mm±5mm)、端子紧固扭矩(如0.6N·m)等参数,减少返工率。此外,设计阶段需进行成本敏感性分析,优先选用性价比高的元件,例如,在非关键路径上用国产PLC替代进口PLC,可降低30%成本;同时通过模块化设计实现元件复用,减少定制化开模费用。陕西销售控制柜技术指导