商机详情 -
四川推广控制柜维修
控制柜的智能化升级是工业 4.0 发展的必然趋势,现代控制柜已从单纯的控制功能向数据采集、分析与远程监控方向发展。通过加装物联网模块,控制柜可将设备运行数据(如电流、温度、故障代码)实时上传至云平台,管理人员通过手机或电脑即可远程查看设备状态,实现无人值守。部分高级控制柜还具备边缘计算能力,能对采集的数据进行本地分析,预测潜在故障,如通过电机电流的微小变化判断轴承磨损程度,提前发出维护预警,避免突发停机。在智慧工厂中,多台控制柜通过工业以太网组成网络,实现数据共享与协同控制,如当一条生产线出现故障时,其他相关生产线的控制柜可自动调整运行参数,确保整体生产平衡。随着智能化的发展,控制柜逐渐向数字化和网络化方向转型,提升了管理水平。四川推广控制柜维修

控制柜的电磁兼容性(EMC)设计旨在减少电磁干扰(EMI)对系统的影响,同时避免自身成为干扰源。干扰来源包括电源谐波、电机启停产生的瞬态电压及无线通信设备辐射。抑制措施可分为屏蔽、滤波与接地三类。屏蔽设计通过金属柜体(如钢板厚度≥1.5mm)形成法拉第笼,阻挡外部电磁场侵入;对于高频干扰(如变频器产生的10kHz~1MHz噪声),需在柜门缝隙处加装导电橡胶条,确保屏蔽连续性。滤波设计通过在电源输入端安装EMI滤波器,抑制传导干扰;例如,某注塑机控制柜采用共模电感与X/Y电容组合滤波器,将电源线噪声从50dBμV降至30dBμV以下。接地设计是EMC的中心,需遵循“单点接地”原则,将设备外壳、屏蔽层及信号地通过低阻抗路径连接至接地排,避免地环路干扰。例如,在PLC控制柜中,信号地与功率地需通过磁珠隔离,防止电机启停产生的地电位波动影响模拟量输入精度。此外,线缆布局需遵循“强电与弱电分离、高频与低频分离”原则,将动力电缆与信号电缆间距保持在30cm以上,或通过金属桥架分层敷设。海南废气控制柜厂家在轨道交通中,电气柜控制信号灯、道岔等设备,保障列车运行安全。
控制柜发生故障时,一套系统化的排查思路至关重要。首先应进行问询和观察,了解故障发生时的现象,查看柜内是否有报警指示灯(PLC、变频器)。第一步通常是检查电源,从总电源输入开始,逐级测量各级断路器、开关电源的输出是否正常,电源问题是比较高发的故障原因。第二步是检查输入输出信号,利用PLC的在线监控功能,查看输入点状态是否与现场实际一致,输出点是否按逻辑动作,这样可以快速定位是外部传感器/执行器故障,还是柜内元件或程序问题。对于变频器故障,需查阅其故障代码手册。使用替换法(用已知良好的元件替换怀疑故障的元件)也是常用的高效手段。始终保持从简到繁、由外至内的原则,可避免走弯路。
PLC(可编程逻辑控制器)作为控制柜的 “大脑”,其性能直接决定控制精度与响应速度。现代 PLC 多采用模块化设计,可根据需求灵活扩展输入输出点数,从十几个点的微型 PLC 到上千点的大型 PLC,满足不同规模的控制需求。在编程方式上,除传统的梯形图编程外,还支持结构化文本、功能块图等高级语言,便于复杂逻辑的实现与调试。例如在智能仓储控制柜中,PLC 需同时处理堆垛机位置信号、仓位传感器信号与上位机调度指令,通过高速计数器实时计算运行速度,控制伺服电机实现毫米级定位。此外,PLC 的通讯能力日益强大,可通过以太网、PROFINET 等协议与 HMI(人机界面)、工业机器人等设备无缝对接,构建智能化控制网络。电气柜的母线排采用高导电率铜材,降低能耗并减少发热风险。

汽车生产线的焊接控制柜采用了水冷散热系统,能在焊接电流达到 1000A 时保持内部元件温度不超过 50℃。内部的焊接时序控制模块精确到毫秒级,确保每个焊点的通电时间误差不超过 ±2ms,保证焊接强度的一致性。柜内的机器人协调模块能同步控制 6 台焊接机器人的运动轨迹,避免发生碰撞干涉。柜门的安全联锁装置与生产线急停系统相连,一旦柜门打开,所有设备会立即停止运行,防止人员接触高压部件。系统还能自动记录每台车的焊接参数,形成可追溯的质量档案。通过5G通信,电气柜实现毫秒级响应,满足工业自动化高实时性需求。云南标准控制柜施工
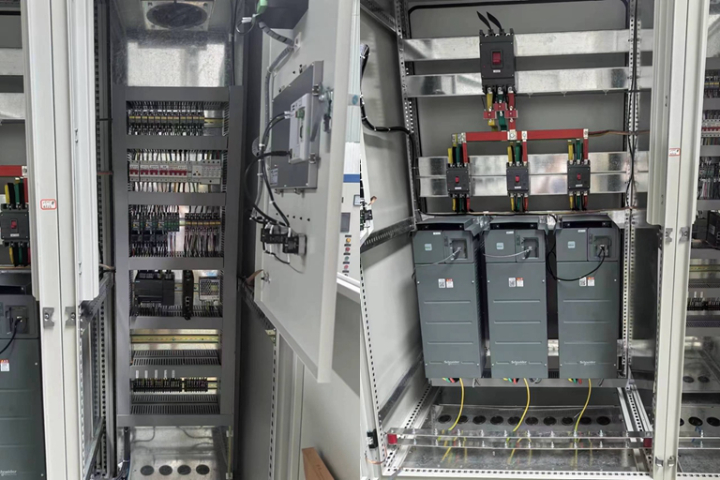
内部布局紧凑的控制柜,节省安装空间,便于融入各类场所的电力系统。四川推广控制柜维修
控制柜的布线工艺是影响其稳定性的隐蔽工程,需遵循 “横平竖直、整齐有序” 的原则,不同电压等级的线路需分开敷设,避免交叉干扰。强电线路(如动力线)采用截面积较大的铜芯电缆,穿金属管或线槽敷设,接头处需压接端子并烫锡处理,确保导电良好;弱电线路(如信号线)则选用屏蔽电缆,屏蔽层单端接地,减少电磁干扰。布线时还需预留一定的冗余长度,便于后期维护时的线路调整,同时线路两端需悬挂标识牌,注明起点、终点与功能。在风力发电控制柜中,由于振动较大,所有线路均需使用防松扎带固定,且电缆接头处需涂抹防水胶,防止水汽渗入导致短路。四川推广控制柜维修